

Высококачественная резиновая мельница Поставщик оборудование
2026-05-25
- Лабораторный двухвалковый стан: критерии выбора для точных испытаний и опытного производства
- Технические характеристики: почему параметры влияют на результат смеси
- Материалы исполнения и безопасность: скрытые риски бюджетных моделей
- Сравнение производителей: Китай против Европы и локальных брендов
- Интеграция в производственный цикл: от лаборатории до цеха
- Часто задаваемые вопросы
- Заключение и следующие шаги
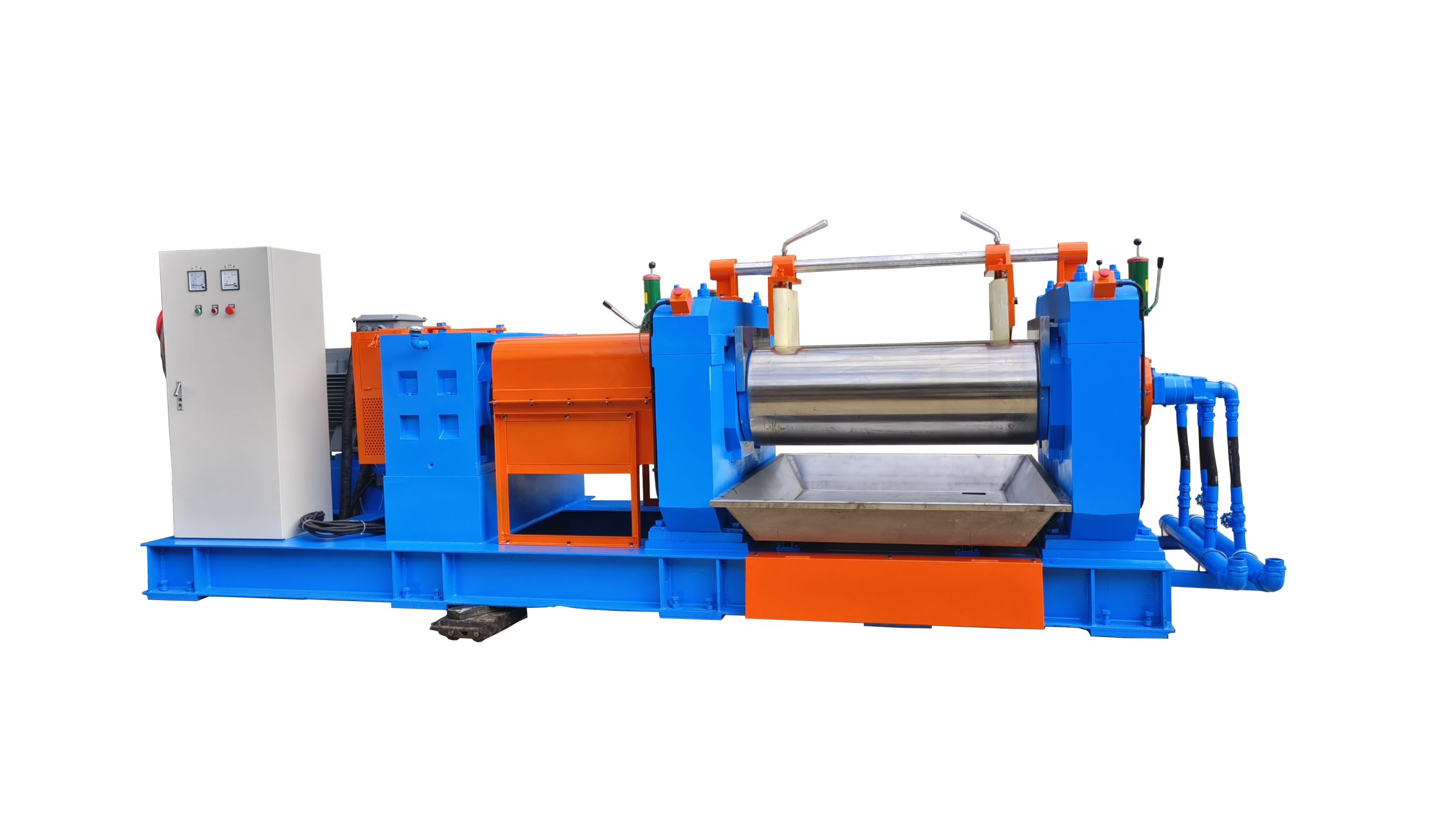
Лабораторный двухвалковый стан: критерии выбора для точных испытаний и опытного производства
Выбор надежного лабораторного двухвалкового стана определяет качество всей последующей цепочки разработки резиновых смесей. Ошибка на этапе подбора оборудования для исследований приводит к потере месяцев работы химиков-технологов и финансовым убыткам, которые невозможно компенсировать простым ремонтом машины. В нашей практике мы неоднократно сталкивались с ситуацией, когда предприятия закупали дешевые модели с люфтом валков более 0,1 мм, что делало невозможным воспроизведение рецептур в промышленных масштабах. Точность зазора, стабильность температуры и инертность поверхности валков — это не просто цифры в паспорте, а фундаментальные параметры, от которых зависит, сможет ли ваша лаборатория выдать достоверные данные для запуска конвейера.
Компания ООО Дунгуань Мико Технология Машиностроения (Miko-Tech) специализируется на разработке и производстве испытательного и производственного оборудования, где каждый узел проходит проверку на соответствие жестким требованиям R&D центров. Мы понимаем, что лабораторный двухвалковый стан должен работать не только как смеситель, но и как высокоточный измерительный инструмент. Наши решения охватывают полный технологический цикл: от смешивания и экструзии до формования и температурного контроля, обеспечивая высокую точность и стабильность процессов. Это оборудование идеально подходит для испытаний и опытного производства полимерных материалов, резиновых изделий и даже материалов для аккумуляторов, где чистота процесса критична.
В этой статье мы разберем технические нюансы, которые отличают профессиональное оборудование от любительского, проанализируем реальные риски при импорте из Китая и дадим конкретные рекомендации по настройке режимов работы. Вы узнаете, почему стандарт ISO или ГОСТ важен не только для сертификата, но и для безопасности оператора, и как правильно рассчитать мощность привода под ваши специфические задачи.
Технические характеристики: почему параметры влияют на результат смеси
При оценке спецификаций большинство закупщиков смотрят только на мощность двигателя и длину валков. Это грубая ошибка. Реальное качество диспергирования наполнителей (сажи, диоксида кремния, серы) зависит от соотношения скоростей вращения валков (фрикции), качества закалки стали и точности системы терморегулирования. Рассмотрим ключевые параметры, которые напрямую влияют на физику процесса смешения.
Фрикция и скорость вращения валков
Стандартная фрикция для большинства резиновых смесей составляет 1:1.15 – 1:1.25. Это означает, что один валок вращается быстрее другого, создавая сдвиговое усилие, которое разрывает агломераты наполнителя. Если вы планируете работать со специальными эластомерами, например, силиконами или фторкаучуками, вам может потребоваться регулируемая фрикция. В наших проектах для клиентов из автомобильной отрасли мы часто настраиваем приводы так, чтобы соотношение скоростей можно было менять в диапазоне от 1:1.1 до 1:1.4 без остановки машины. Это позволяет подбирать оптимальный режим сдвига для каждой новой рецептуры.
Скорость медленного валка обычно варьируется от 10 до 30 об/мин. Слишком высокая скорость приводит к перегреву смеси из-за избыточного трения, особенно если система охлаждения не справляется. Слишком низкая скорость увеличивает цикл смешения, снижая производительность лаборатории. Оптимальный выбор зависит от вязкости вашего основного полимера. Для каучуков с высокой вязкостью (например, бутилкаучук) нужны меньшие скорости, чтобы избежать скачкообразного роста температуры.
Точность зазора и параллельность валков
Зазор между валками регулируется вручную или автоматически. Критически важным параметром здесь является не минимальный зазор (который часто заявлен как 0.1 мм), а способность удерживать этот зазор параллельно по всей длине рабочей зоны. Люфт в подшипниках или деформация станины под нагрузкой приводят к тому, что с одной стороны зазор 0.5 мм, а с другой — 0.8 мм. В результате смесь проворачивается, не проходя через зону максимального сдвига, и дисперсия наполнителя получается неоднородной.
Мы рекомендуем обращать внимание на конструкцию подшипниковых узлов. В качественных машинах используются самоустанавливающиеся роликовые подшипники повышенной грузоподъемности, способные выдерживать радиальные нагрузки до 20 тонн и более. Станина должна быть выполнена из чугуна высокого качества (не менее HT250) с ребрами жесткости, предотвращающими вибрацию. Один из наших клиентов столкнулся с проблемой, когда после года эксплуатации станина дешевого станка “поплыла”, и добиться равномерной толщины листа стало невозможно. Замена станины обошлась дороже, чем покупка нового оборудования у проверенного поставщика.
Система терморегулирования
Процесс смешения экзоТЕРМИЧЕН. Температура смеси растет быстро, и если ее не отводить, начнется преждевременная вулканизация (подварка) или деструкция полимера. Эффективность охлаждения зависит от площади внутренней поверхности валков и турбулентности потока теплоносителя. Современные лабораторные двухвалковые станы оснащаются каналами спирального типа внутри валков, что увеличивает площадь теплообмена на 30-40% по сравнению с прямыми каналами.
Температурный диапазон работы обычно составляет от +10°C до +90°C для водяного охлаждения и до +180°C при использовании масла или электрического нагрева. Важно, чтобы система автоматики поддерживала заданную температуру с точностью ±1°C. Колебания температуры даже в 5 градусов могут существенно изменить реологические свойства тестовой партии, сделав результаты испытаний несопоставимыми с предыдущими сериями.
Действие: Запросите у поставщика чертеж системы каналов валков и паспорт на подшипниковые узлы перед покупкой. Убедитесь, что конструкция станины предусматривает запас прочности минимум 30% от номинальной нагрузки.
Материалы исполнения и безопасность: скрытые риски бюджетных моделей
Внешне все машины выглядят похоже: два вала, рама, двигатель. Однако дьявол кроется в деталях металлургии и системах защиты. Использование неподходящих материалов или экономия на системах безопасности превращает лабораторное оборудование в источник постоянного брака и травматизма.
Качество поверхности валков
Рабочая поверхность валков изготавливается из легированного чугуна или стали с последующей закалкой ТВЧ (токами высокой частоты). Твердость поверхности должна составлять не менее HRC 55-60. Мягкий валок быстро изнашивается, на нем появляются царапины и выработки, которые нарушают геометрию потока смеси. Более того, шероховатость поверхности влияет на адгезию смеси к валку. Для разных типов резин требуется разная финишная обработка: зеркальная полировка для некоторых видов силиконов или матовая поверхность для натуральных каучуков.
Важным аспектом является коррозионная стойкость. При работе с галогенсодержащими каучуками (хлоропрен, фторкаучук) выделяются агрессивные вещества. Обычный чугун начнет корродировать, и продукты коррозии попадут в смесь, испортив цвет и физические свойства образца. В таких случаях необходимо заказывать валки с хромированным покрытием или изготовленные из специальных нержавеющих сплавов. Miko-Tech предлагает индивидуальные решения, включая покрытие валков хромом, что значительно продлевает срок службы оборудования при работе с агрессивными средами.
Системы аварийной остановки
Двухвалковая мельница — оборудование с высоким уровнем риска. Руки оператора находятся в непосредственной близости от зоны nip (точки схождения валков). Согласно международным стандартам безопасности (CE, UL), машина должна быть оснащена системой экстренной остановки, которая реагирует мгновенно.
- Тросовая остановка: Трос натянут вдоль передней панели машины. При любом рывке (если оператор падает или его затягивает) трос смещается, и двигатель останавливается за доли секунды. Это обязательный элемент для любых машин с длиной валка более 300 мм.
- Защитный тормоз: Инерция тяжелых валков велика. Даже после отключения питания они продолжают вращаться несколько секунд. Качественные станки оснащены электромагнитными тормозами, которые останавливают валки практически мгновенно при срабатывании аварийной кнопки.
- Защита от перегрузки: Датчики тока на двигателе должны отключать привод при заклинивании异物 (постороннего предмета), чтобы предотвратить поломку редуктора или шестерен.
Мы видели случаи, когда на дешевых моделях тросовая система была установлена формально: трос провисал, а механизм расцепления заедал из-за плохой сборки. В реальной аварийной ситуации такая защита не сработала бы. При приемке оборудования обязательно проведите тест на срабатывание аварийной остановки при работающем двигателе.
Экологические требования и пылеудаление
Современные лаборатории обязаны соблюдать строгие нормы по содержанию пыли в воздухе. Процесс загрузки сажи и порошкообразных добавок сопровождается интенсивным пылевыделением. Оборудование должно иметь патрубки для подключения к системе аспирации. Конструкция кожухов должна обеспечивать эффективный отсос пыли непосредственно из зоны загрузки, не позволяя ей распространяться по помещению. Отсутствие эффективной вентиляции не только вредит здоровью персонала, но и загрязняет образцы, что недопустимо при производстве высокочистых материалов, таких как компоненты для аккумуляторов.
Действие: Проверьте наличие сертификата соответствия стандартам безопасности (CE или EAC) и запросите протокол испытаний тормозной системы. Убедитесь, что патрубки аспирации соответствуют диаметру вашей вентиляционной системы.
Сравнение производителей: Китай против Европы и локальных брендов
Рынок лабораторного оборудования сегментирован четко. Выбор между европейскими, китайскими и локальными производителями зависит не только от бюджета, но и от задач, которые ставит перед собой ваша лаборатория. Давайте сравним их по ключевым параметрам, чтобы вы могли принять взвешенное решение.
| Критерий сравнения | Европейские бренды (Германия, Италия) | Китайские производители (Премиум сегмент) | Бюджетные китайские заводы |
|---|---|---|---|
| Стоимость оборудования | Высокая (€40,000 – €80,000+) | Средняя (€12,000 – €25,000) | Низкая (€5,000 – €9,000) |
| Точность изготовления валков | Идеальная (шлифовка класса IT5, биение <0.01 мм) | Высокая (шлифовка класса IT6-IT7, биение <0.03 мм) | Средняя (возможны отклонения до 0.1 мм) |
| Компонентная база | Siemens, Schneider, SKF (оригинал) | Delta, CHINT, SKF/FAG (оригинал или лицензия) | No-name китайские аналоги |
| Срок поставки | 12-20 недель | 4-8 недель | 2-4 недели (со склада или быстрая сборка) |
| Техническая поддержка | Локальные сервисные центры, дорогой выезд инженера | Удаленная поддержка 24/7, видеосвязь, запчасти авиадоставкой | Только мануалы, связь затруднена |
| Применимость | Фундаментальные исследования, эталонные измерения | R&D центры, контроль качества, опытное производство | Учебные цели, грубые предварительные тесты |
Почему стоит рассмотреть качественный китайский вариант? За последние 10 лет ведущие китайские заводы, такие как Miko-Tech, совершили огромный скачок в технологиях обработки металла. Использование японских и немецких шлифовальных станков позволило достичь точности геометрии валков, сопоставимой с европейскими аналогами, но при стоимости в 2-3 раза ниже. Разница в цене часто обусловлена не качеством самого станка, а брендовой наценкой и стоимостью труда в ЕС.
Однако есть нюанс. Бюджетные китайские заводы экономят на всем: на толщине стенок станины, на марке подшипников, на качестве сварных швов. Через год такой станок начнет вибрировать, масло потечет из редуктора, а электроника выйдет из строя из-за скачков напряжения. Премиальные китайские производители используют те же комплектующие (ABB, Siemens, Omron), что и европейцы, но собирают машину в Китае, что оптимизирует логистику и цену.
Для задач опытного производства и мелкосерийного выпуска, где важна повторяемость результатов, но бюджет ограничен, оптимальным выбором является оборудование от проверенных китайских поставщиков с собственной инженерной службой. Компания Miko-Tech, например, предоставляет полные технические решения, включая пусконаладку и обучение персонала, что нивелирует риск сложностей с эксплуатацией.
Действие: Не сравнивайте только цену “EXW”. Считайте полную стоимость владения (TCO) за 5 лет, включая стоимость запчастей, простои и энергопотребление. Запросите видео работы конкретного станка с вашим типом материала.
Интеграция в производственный цикл: от лаборатории до цеха
Лабораторный двухвалковый стан не существует в вакууме. Он является звеном в цепочке: Смешение -> Прессование -> Испытания. Если данные с мельницы не коррелируют с результатами на промышленном оборудовании, вся работа лаборатории теряет смысл. Главная задача — обеспечить масштабирование рецептуры.
Проблема масштабирования
Физика смешения в малом объеме (лаборатория) и большом объеме (производство) отличается. На заводе используются огромные внутренние смесители (Banbury), где энергии вкладывается больше, а температура растет быстрее. Лабораторный стан должен имитировать эти условия. Для этого используется метод “эквивалентной работы”. Инженеры рассчитывают количество оборотов и время смешения так, чтобы удельная работа (энергия на единицу массы) совпадала с промышленным циклом.
Мы рекомендуем использовать автоматизированные системы сбора данных. Современные контроллеры позволяют записывать график потребления тока двигателем в реальном времени. Пик тока соответствует моменту ввода наполнителя, спад — моменту диспергирования. Сравнивая эти кривые для лабораторного и промышленного образцов, технологи могут точно скорректировать рецепт перед запуском большой партии. Это экономит тонны сырья, которые иначе ушли бы в брак при пробном запуске цеха.
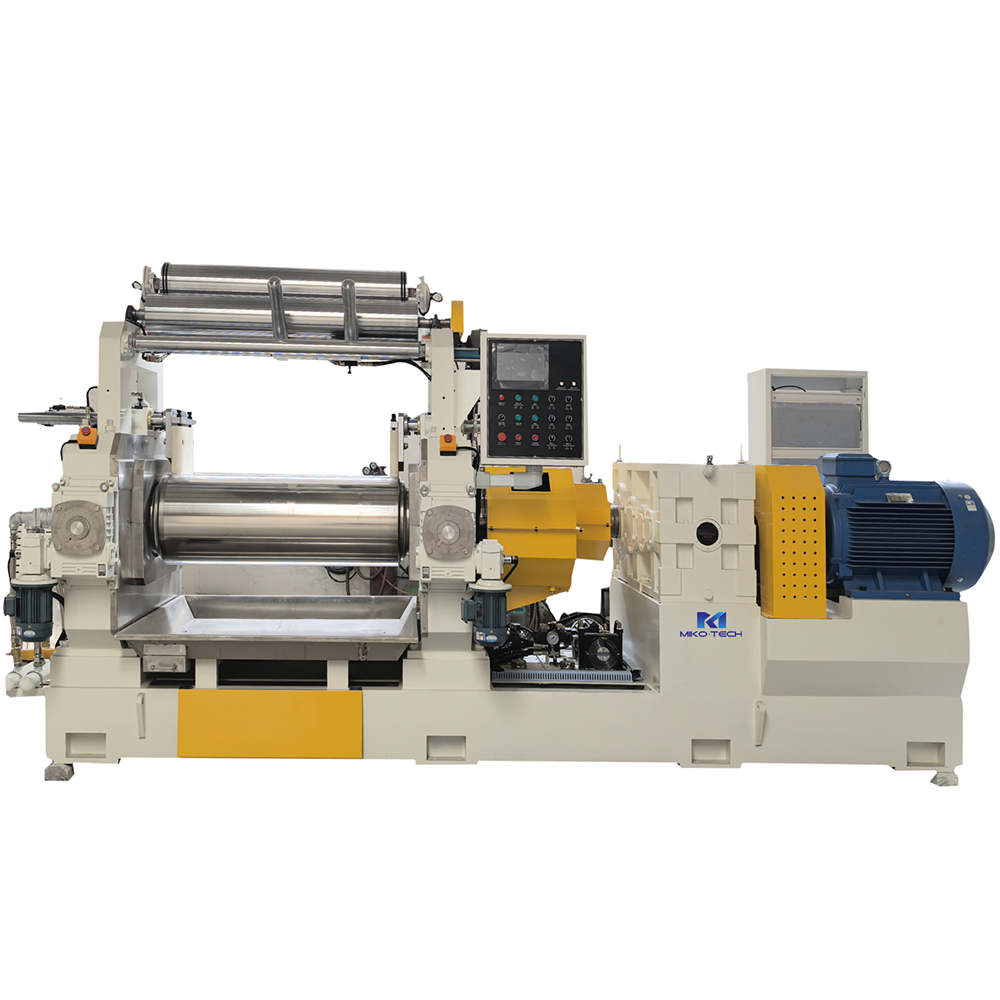
Автоматизация и цифровизация
Ручное управление заслонками и запись параметров в журнал уходит в прошлое. Современный лабораторный двухвалковый стан должен иметь интерфейс связи с ПК (RS485, Ethernet). Программное обеспечение позволяет:
- Сохранять рецепты смешения для разных типов резин.
- Автоматически регулировать зазор в процессе работы (например, для снятия листа определенной толщины).
- Вести журнал событий и ошибок для последующего анализа.
- Интегрироваться с общей системой управления лабораторией (LIMS).
Внедрение таких систем повышает воспроизводимость результатов на 20-30%. Оператор меньше влияет на процесс, исключается человеческий фактор (“передержал”, “недоглядел”). Для компаний, работающих по стандартам ISO 17025, возможность аудита цифрового следа каждого образца является обязательным требованием.
Действие: Оцените возможность интеграции нового оборудования в вашу текущую IT-инфраструктуру. Убедитесь, что ПО поддерживает экспорт данных в удобные форматы (Excel, CSV) и имеет русский язык интерфейса.
Часто задаваемые вопросы
Какой минимальный зазор можно установить на лабораторном двухвалковом стане?
Технически большинство современных станков позволяют установить зазор до 0.1 мм. Однако рабочим диапазоном для большинства задач считается 0.5–5 мм. Работа с зазором менее 0.3 мм требует идеальной параллельности валков и отсутствия любых твердых включений в смеси, иначе возможно повреждение поверхности валков. Для получения ультратонких пленок лучше использовать специализированные каландры, а не смесительные вальцы.
Можно ли использовать один станок для резины и пластика?
Да, это возможно, но с оговорками. Для переработки пластиков (ПЭ, ПП) требуются более высокие температуры (до 200-250°C), чем для резины. Необходимо убедиться, что система обогрева (масло или электронагрев) способна выйти на эти режимы, а уплотнения подшипников устойчивы к высоким температурам. Кроме того, после работы с темным техническим каучуком тщательно очистить валки до состояния, пригодного для прозрачного пластика, крайне сложно. Идеальный вариант — иметь отдельные пары валков или dedicate машину под один класс материалов.
Как часто нужно менять масло в редукторе?
Первая замена масла производится после обкатки (500 моточасов). Далее — каждые 2000-3000 часов или раз в год, в зависимости от интенсивности эксплуатации. Используйте только трансмиссионные масла вязкости ISO VG 220 или 320 (в зависимости от рекомендации производителя). Регулярный анализ масла помогает предсказать износ шестерен до катастрофического отказа. Игнорирование этого правила — самая частая причина выхода редукторов из строя в первые три года эксплуатации.
Что делать, если смесь не собирается в валик?
Это распространенная проблема, связанная с температурой или рецептурой. Если температура валков слишком низкая, смесь будет крошиться. Если слишком высокая — станет липкой и обернется вокруг обоих валков. Также причиной может быть неправильная фрикция или неверная последовательность ввода ингредиентов. Попробуйте скорректировать температуру (обычно повышение на 5-10°C решает проблему для СКЛ) или изменить скорость вращения быстрого валка. Если проблема сохраняется, проверьте влажность наполнителей — излишняя влага мешает образованию монолитного валика.
Заключение и следующие шаги
Инвестиции в качественный лабораторный двухвалковый стан — это вклад в надежность всего вашего производства. Правильно подобранное оборудование позволяет сократить время разработки новых рецептур с месяцев до недель, минимизировать брак при запуске партий и гарантировать стабильное качество конечной продукции. Не позволяйте ограниченным бюджетам на начальном этапе диктовать условия, которые приведут к миллионным потерям в будущем.
Компания ООО Дунгуань Мико Технология Машиностроения готова предложить вам не просто железо, а комплексное решение. Мы удовлетворяем потребности научных организаций и производственных предприятий в технологической проверке и мелкосерийном выпуске, предоставляя индивидуальные решения и полную техническую поддержку. Наше оборудование способствует повышению эффективности разработок и качества продукции, будь то резиновые изделия, упаковочные материалы или компоненты для батарей.
Не рискуйте точностью своих исследований. Свяжитесь с нашими инженерами сегодня, чтобы обсудить ваши требования и получить коммерческое предложение с учетом всех технических нюансов вашего производства. Мы поможем подобрать конфигурацию, которая идеально впишется в ваш бюджет и решит поставленные задачи.
Свяжитесь с нами сегодня для консультации по подбору оборудования или перейдите в раздел каталог двухвалковых смесителей, чтобы изучить подробные спецификации наших моделей.




-


-


-


-


whatsapp

-
WeChat
