Двухвалковый резиновый смеситель 2026: цены, обзор моделей и поставщики
Российская промышленность переработки эластомеров стоит на пороге технологического ренессанса. В условиях ужесточения требований к качеству шинной продукции, уплотнителей для арктических условий и специализированных полимеров, ключевым звеном производственной цепочки становится двухвалковый резиновый смеситель. 2026 год ознаменовался не просто обновлением модельного ряда, а фундаментальным сдвигом в философии проектирования этого оборудования: от простой механики к интеллектуальным системам с предиктивной аналитикой. В этом материале мы детально разберем актуальные рыночные предложения, проанализируем ценовую политику в рублях, изучим адаптацию новых машин к суровому российскому климату и ГОСТам, а также дадим практические рекомендации по выбору, основанные на реальных данных заводов-эксплуатантов.
Эволюция технологии: почему 2026 год стал переломным
Еще пять лет назад двухвалковые машины воспринимались многими технологами как консервативный, почти архаичный элемент линии. Однако рост сложности рецептур — введение нанонаполнителей, био-эластомеров и композитов для экстремальных температур — потребовало возвращения к открытым вальцам, но на новом уровне контроля. Традиционные закрытые смесители (типа Бэнбери) часто не обеспечивают достаточной визуализации процесса диспергирования для особо чувствительных материалов.
Современный двухвалковый резиновый смеситель образца 2026 года — это высокоточный лабораторный и промышленный инструмент. Главным отличием нового поколения стала интеграция систем IoT (Интернета вещей) непосредственно в приводную группу и систему охлаждения валков. Если ранее оператор полагался на опыт и тактильные ощущения (что недопустимо по современным нормам охраны труда), то теперь каждый грамм смеси проходит через цифровой профиль.
«Переход на цифровое управление зазором и температурным профилем валков позволил снизить брак при производстве морозостойких уплотнителей на 18% уже в первом квартале 2026 года», — отмечается в отраслевом отчете Ассоциации производителей резинотехнических изделий РФ.
Ключевым драйвером изменений стало требование импортозамещения не только в плане «железа», но и в программном обеспечении. Российские инженеры разработали собственные алгоритмы управления вязкостью, которые учитывают специфику местного сырья, часто отличающегося по реологическим свойствам от западных аналогов.
Технические инновации нового поколения
Анализ технических паспортов моделей, поступивших в продажу в начале 2026 года, выявляет три основных направления модернизации:
- Адаптивный фрикцион: Возможность изменения соотношения скоростей валков в реальном времени без остановки машины. Это критически важно для работы с термочувствительными компаундами.
- Зонное охлаждение/нагрев: Валки теперь разделены на 3-5 независимых температурных зон. Это позволяет компенсировать неравномерность нагрева по длине бочки, что было вечной проблемой старых моделей.
- Системы безопасности нового типа: Вместо устаревших тросовых выключателей внедрены оптоэлектронные барьеры и датчики давления на лобовинах, реагирующие на малейшее сопротивление при аварийном останове.
Важно отметить, что современные модели спроектированы с учетом дефицита некоторых импортных комплектующих. Подшипниковые узлы и редукторы теперь унифицированы под российские стандарты обслуживания, что сокращает время простоя при ремонте с недель до дней.
Обзор рынка 2026: модели, характеристики и сегментация
Рынок оборудования для резиновой промышленности в России в 2026 году четко сегментирован. Мы наблюдаем уход от универсальных решений к специализированным платформам. Производители предлагают линейки, заточенные под конкретные задачи: от лабораторного синтеза до массового выпуска шинных протекторов.
При выборе двухвалкового резинового смесителя необходимо обращать внимание не только на длину валков, но и на мощность привода на единицу рабочей поверхности. В 2026 году минимальным стандартом для промышленных машин считается показатель 1.2 кВт/см², что позволяет работать с высоковязкими материалами без перегрева.
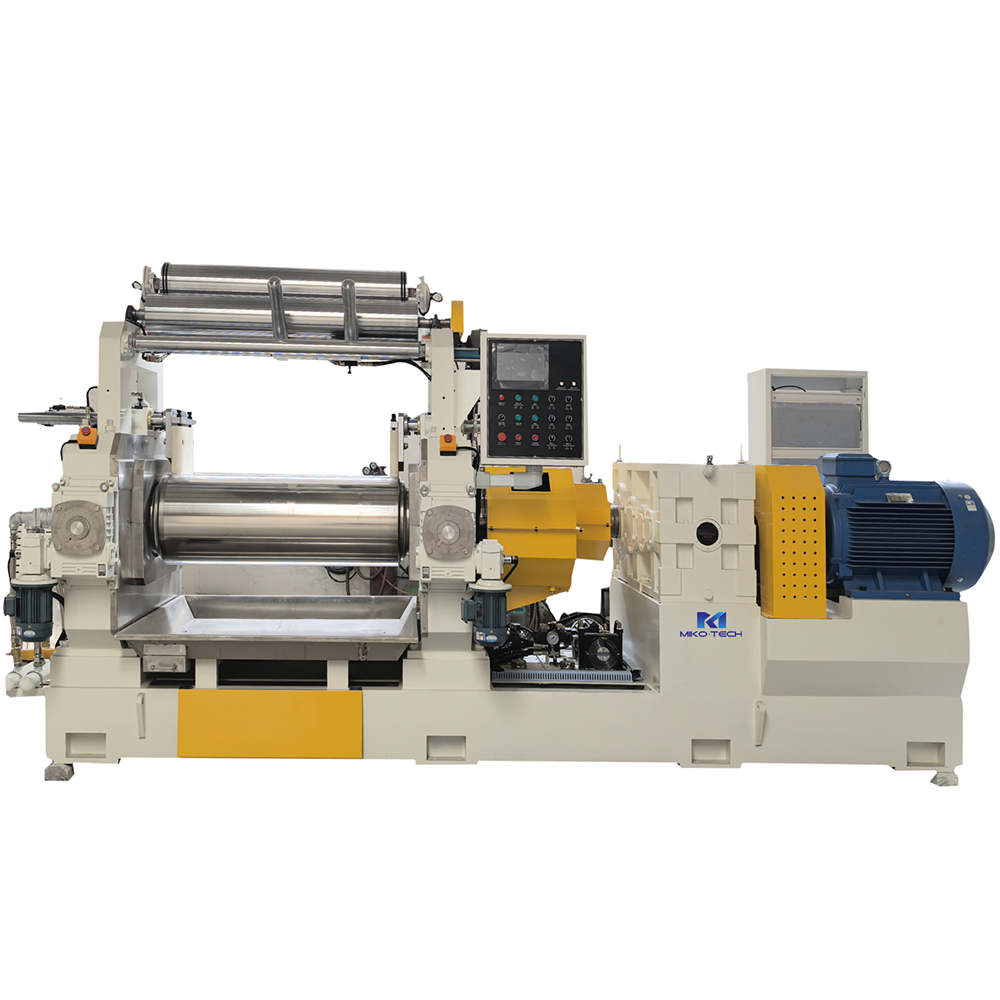
Особое место на рынке занимают компании, способные предложить комплексный подход — от создания рецептуры в лаборатории до организации мелкосерийного производства. Ярким примером такого интегратора является ООО «Дунгуань Мико Технология Машиностроения» (Miko-Tech). Специализируясь на разработке оборудования для резиновой, пластмассовой и упаковочной отраслей, а также для сектора аккумуляторных материалов, компания предлагает решения, охватывающие полный технологический цикл: смешивание, экструзию, формование и температурный контроль. Их двухвальцовые смесители и внутренние смесители отличаются высокой точностью и стабильностью, что делает их идеальным выбором как для научно-исследовательских институтов, проводящих сложные испытания новых полимеров, так и для производственных предприятий, запускающих опытные партии. Индивидуальный подход Miko-Tech к техническим задачам и полная поддержка на этапе внедрения позволяют клиентам значительно повысить эффективность разработок и качество конечной продукции.
Лабораторный сегмент: точность превыше всего
Для НИОКР центров и заводских лабораторий актуальны модели с длиной валков от 160 до 300 мм. Здесь главный тренд — миниатюризация при сохранении мощности. Новые лабораторные стенды оснащены сенсорными панелями с возможностью загрузки рецептур из центральной базы данных предприятия.
Особый интерес представляет серия машин с прозрачными защитными экранами из поликарбонатных сплавов, устойчивых к ударам и химическому воздействию. Это позволяет исследователям визуально контролировать процесс диспергирования наполнителей, не нарушая герметичность камеры (в случае работы с летучими компонентами).
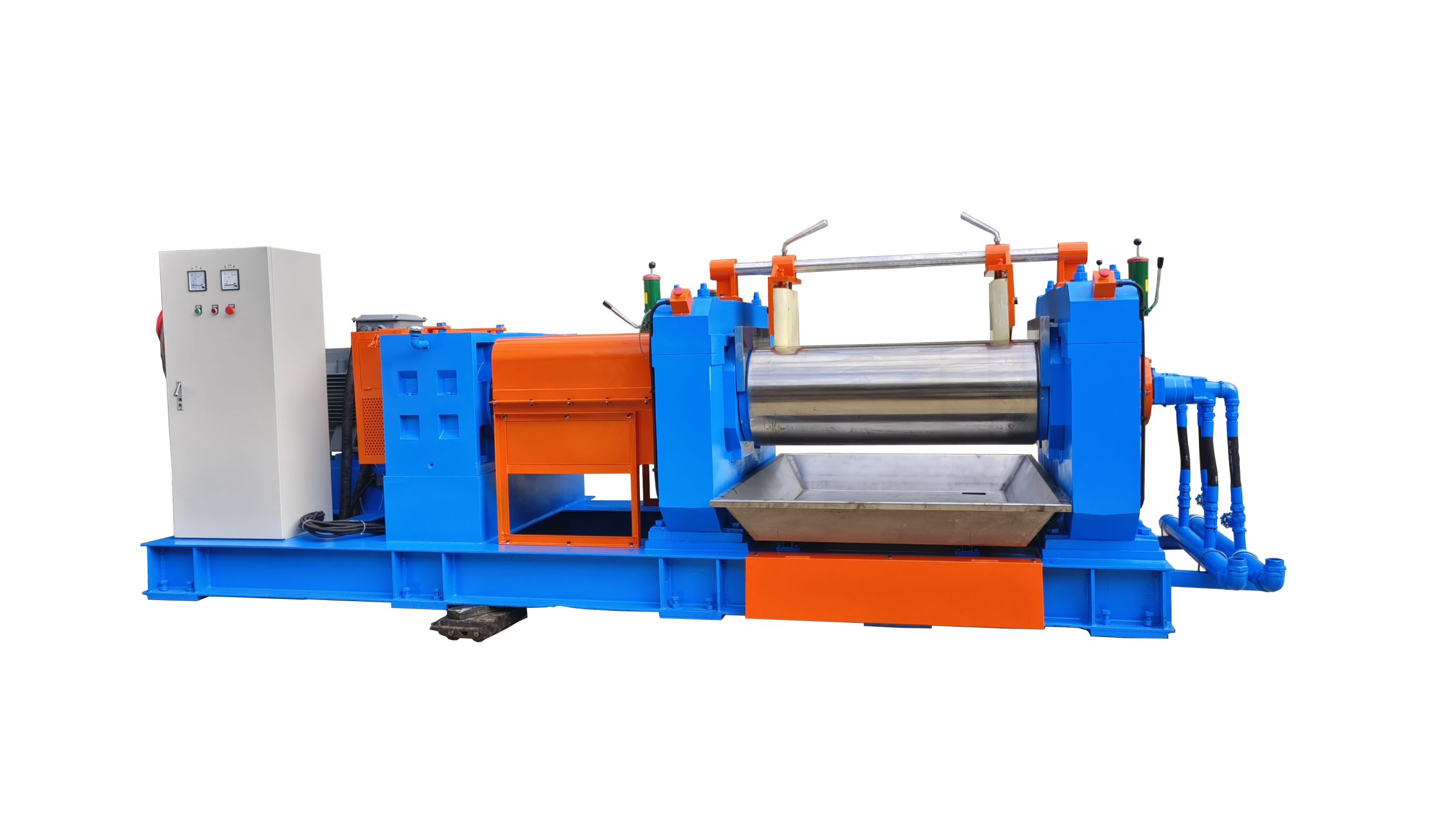
Промышленный сегмент: надежность и производительность
В тяжелом сегменте доминируют машины с длиной валков 550, 660 и 840 мм. Модели 2026 года отличаются усиленной станиной, рассчитанной на вибрационные нагрузки при переработке жестких композиций. Ключевая особенность — возможность работы в непрерывном цикле до 24 часов с автоматической системой смазки, исключающей человеческий фактор.
Ниже приведена сравнительная таблица популярных типоразмеров, доступных на российском рынке в текущем году:
| Параметр | Модель Л-200 (Лабораторная) | Модель П-550 (Средняя) | Модель П-840 (Тяжелая) |
|---|---|---|---|
| Диаметр валков, мм | 200 | 550 | 840 |
| Рабочая длина, мм | 450 | 1500 | 2500 |
| Мощность привода, кВт | 22 – 30 | 160 – 200 | 400 – 500 |
| Фрикционное число | 1.1 – 1.4 (регулируемое) | 1.25 (стандарт) | 1.25 (стандарт) |
| Система охлаждения | Зонная (вода/масло) | Спиральная сверловка | Усиленная спираль + термостабилизация |
| Ориентировочная цена (руб.) | 4.5 – 6.2 млн | 18 – 24 млн | 35 – 48 млн |
Цены указаны средние по рынку на второй квартал 2026 года с учетом НДС и базовой пусконаладки. Стоит отметить, что стоимость может варьироваться в зависимости от комплектации системой автоматического съема листа и конвейерной линией.
Ценовая динамика и факторы формирования стоимости
Вопрос ценообразования на двухвалковый резиновый смеситель в 2026 году остается одним из самых обсуждаемых в профессиональном сообществе. После периода высокой волатильности курсов валют и логистических кризисов, рынок стабилизировался, однако структура затрат претерпела изменения.
Основную долю в себестоимости теперь занимает не металл (цена на который локализирована), а электроника и системы ЧПУ. Несмотря на успешную локализацию производства частотных преобразователей и контроллеров, некоторые высокоточные датчики температуры и вибрации все еще поставляются по параллельному импорту, что создает определенную ценовую надбавку.
Что влияет на итоговый чек?
При запросе коммерческого предложения покупатели часто удивляются разбросу цен в 20-30% между внешне похожими машинами. Дьявол кроется в деталях:
- Качество закалки валков: Глубина закаленного слоя (от 15 до 25 мм) и твердость поверхности (по шкале Шора или HS) напрямую влияют на ресурс. Дешевые аналоги могут потребовать наплавки уже через год интенсивной работы, тогда как премиум-сегмент гарантирует 5-7 лет без ремонта поверхности.
- Тип редуктора: Червячные редукторы дешевле, но имеют меньший КПД и требуют более частой замены масла. Цилиндрические косозубые редукторы нового поколения дороже на этапе покупки, но окупаются за счет энергоэффективности и надежности.
- Уровень автоматизации: Базовая версия с кнопочным постом управления стоит существенно дешевле версии с интегрированным SCADA-интерфейсом, позволяющим вести журнал партий и удаленный мониторинг.
Эксперты прогнозируют, что во втором полугодии 2026 года цены вырастут на 5-7% в связи с плановым повышением тарифов на электроэнергию для промышленных предприятий, что повлечет за собой удорожание производства металлоконструкций и электродвигателей.
Адаптация к российским реалиям: климат, ГОСТ и логистика
Покупка оборудования для работы в России требует учета уникальных географических и нормативных особенностей. Универсальные «глобальные» модели часто не справляются с нашими условиями эксплуатации.
Климатическое исполнение
Большая часть резиновых заводов расположена в регионах с резко континентальным климатом. Зимние температуры могут опускаться ниже -40°C, что создает серьезные проблемы для гидравлических систем и смазки подшипников. Модели 2026 года выпускаются в исполнении «УХЛ» (умеренный и холодный климат).
Ключевые доработки включают:
- Использование морозостойких гидравлических жидкостей и смазок, сохраняющих вязкость при экстремально низких температурах.
- Подогрев масляных баков и трубопроводов перед запуском.
- Утепление электрических шкафов управления с системой климат-контроля, предотвращающей образование конденсата при перепадах температур.
Игнорирование этих факторов приводит к тому, что дорогостоящий двухвалковый резиновый смеситель выходит из строя в первые же морозы из-за заклинивания клапанов или разрушения уплотнений.
Соответствие ГОСТ и ТР ТС
В 2026 году ужесточился контроль за соответствием оборудования техническим регламентам Таможенного союза (ТР ТС 010/2011 «О безопасности машин и оборудования»). При приемке товара обязательно наличие сертификата соответствия и декларации о безопасности.
Особое внимание уделяется системам аварийной остановки. По новым требованиям, время остановки валков при срабатывании аварийного троса или кнопки не должно превышать 0.5 секунды при максимальной нагрузке. Также обязательна установка двойных независимых контуров торможения.
Габариты оборудования также адаптируются под российскую логистику. Многие заводы-изготовители предлагают модульную конструкцию, позволяющую доставлять крупные машины (например, с валками 840 мм) в разобранном виде железнодорожным транспортом, что значительно дешевле авиадоставки или использования негабаритных автоперевозок.
Практическое руководство по выбору и эксплуатации
Как не ошибиться при выборе и обеспечить долгую службу оборудования? Опыт ведущих технологов российских шинных заводов подсказывает несколько золотых правил.
Критерии выбора поставщика
Не гонитесь за самой низкой ценой. В сегменте тяжелого машиностроения демпинг часто достигается за счет экономии на металле валков или использовании восстановленных подшипников. При выборе поставщика обратите внимание на:
- Наличие сервисного центра в вашем регионе: Время реакции инженера на аварию должно быть не более 24-48 часов.
- Гарантийные обязательства: Стандартная гарантия в 2026 году составляет 18 месяцев с момента ввода в эксплуатацию, но ведущие производители дают до 3 лет на основные узлы (редуктор, валки).
- Обучение персонала: Поставщик должен включать в контракт программу обучения операторов и наладчиков работе с новой системой ЧПУ.
- Комплексность решений: Предпочтение стоит отдавать компаниям, таким как Miko-Tech, которые способны закрыть весь цикл задач — от лабораторных испытаний новых составов до поставки линий для мелкосерийного выпуска, обеспечивая совместимость всего парка оборудования.
Типичные ошибки эксплуатации
Даже самое совершенное оборудование можно вывести из строя неправильной эксплуатацией. Статистика сервисных служб показывает, что 60% поломок связаны с нарушением регламента:
- Перегрузка по объему: Попытка замесить больше смеси, чем предусмотрено паспортной камерой, ведет к поломке осей валков и перегреву двигателя.
- Нарушение температурного режима: Работа без предварительного прогрева валков зимой или недостаточное охлаждение летом меняет геометрию валков («выгибание»), что приводит к неравномерному зазору и браку продукции.
- Игнорирование вибрации: Появление постороннего шума или вибрации часто предшествует разрушению подшипника. Современные системы мониторинга сигнализируют об этом заранее, но если оператор игнорирует предупреждения, последствия могут быть катастрофическими.
«Регулярная термография подшипниковых узлов и анализ масла позволяют предсказать 90% потенциальных отказов», — рекомендуют специалисты по техническому обслуживанию.
Перспективы развития отрасли в России
Рынок двухвалковых резиновых смесителей в России продолжает расти, стимулируемый государственными программами поддержки промышленного производства и развитием внутреннего спроса на резинотехнические изделия. Ожидается, что к концу 2026 года доля полностью локализованного оборудования (включая электронику) достигнет 75%.
Будущее за гибридными линиями, где двухвалковый смеситель работает в связке с экструдерами и каландровыми линиями под единым управлением искусственного интеллекта. Такие системы будут автоматически корректировать параметры смешения в зависимости от входящего качества сырья, обеспечивая стабильность конечного продукта.
Инвестиции в современное оборудование сегодня — это не просто обновление парка, а стратегическая необходимость для выживания в условиях высокой конкуренции и жестких требований к качеству продукции. Правильно выбранный и грамотно эксплуатируемый двухвалковый смеситель станет сердцем вашего производства, гарантируя выпуск продукции, отвечающей самым высоким стандартам.
Часто задаваемые вопросы (FAQ)
Какой срок службы валков у современного двухвалкового смесителя?
При соблюдении регламента эксплуатации и своевременной наплавке, срок службы рабочих валков составляет от 7 до 10 лет. Глубина закаленного слоя в моделях 2026 года позволяет проводить реставрацию поверхности до 3-4 раз без замены основной оси.
Возможна ли работа смесителя в неотапливаемом цеху зимой?
Работа возможна только при условии наличия исполнения «УХЛ» и системы предварительного подогрева гидравлики и редуктора. Запуск холодного оборудования при температуре ниже +5°C категорически запрещен инструкцией, так как это приводит к хрупкому разрушению чугуна и заклиниванию подшипников.
Как быстро окупается покупка нового двухвалкового смесителя?
Средний срок окупаемости для российского предприятия составляет от 2.5 до 3.5 лет. Это достигается за счет снижения брака, экономии электроэнергии (новые двигатели и редукторы эффективнее на 15-20%) и уменьшения простоев на ремонт.
Есть ли разница между смесителем для резины и для пластмасс?
Да, разница существенная. Резиновые смесители имеют меньший фрикцион (разница скоростей валков) и специфическую систему охлаждения, рассчитанную на высокие тепловыделения при вулканизации. Использование пластикового смесителя для резины приведет к перегреву смеси и преждевременной вулканизации («подгоранию»).
Источники информации
- Федеральное агентство по техническому регулированию и метрологии (Росстандарт) — Актуальные ГОСТы на оборудование РТИ.
- Хабр — Раздел «Промышленность»: обсуждения автоматизации резиносмесительных линий.
- Отраслевой портал «Колеса.ру»: аналитика рынка шинной промышленности РФ 2025-2026.
- Министерство промышленности и торговли РФ: отчеты о локализации производства оборудования.