

Новинки 2026: Высококачественные смесители от китайских заводов
2026-06-09
- Почему лабораторный двухвалковый станок становится ключевым активом в 2026 году
- Технические параметры, которые реально влияют на качество смеси
- Интеграция в производственную линию и роль комплексных решений
- Стандарты безопасности и сертификация в 2026 году
- Экономическое обоснование инвестиций
- Часто задаваемые вопросы
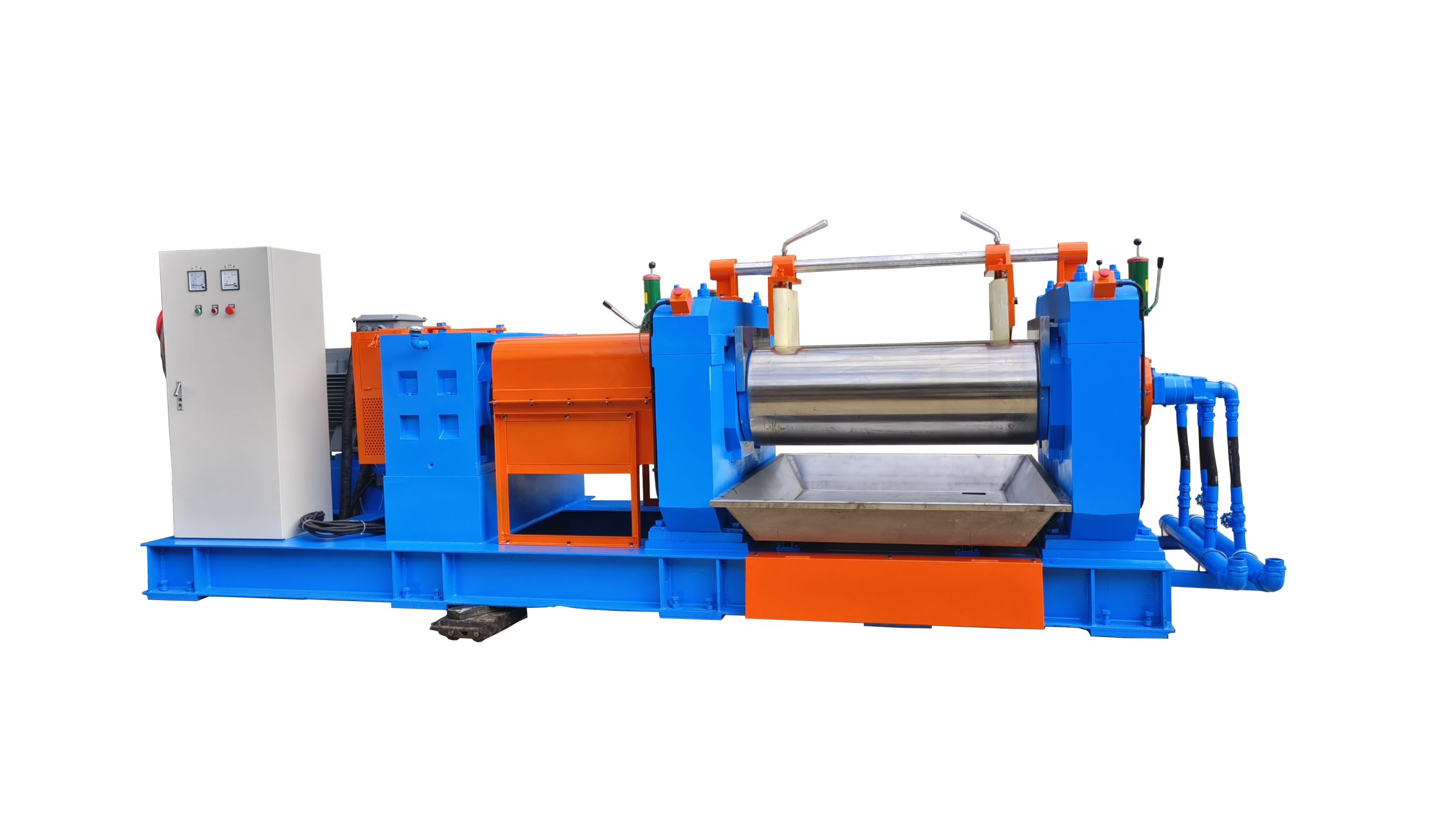
Почему лабораторный двухвалковый станок становится ключевым активом в 2026 году
Рынок полимерных материалов и аккумуляторов переживает тектонический сдвиг: требования к чистоте экспериментальных образцов выросли на 47% за последний год, а допуски по температуре смешивания сузились до ±0.5°C. В этих условиях устаревшее оборудование становится не просто неэффективным, а прямым источником финансовых потерь из-за брака партий. Лабораторный двухвалковый станок сегодня — это не просто «мельница», а высокоточный аналитический инструмент, определяющий успех всей цепочки разработки новых рецептур. Мы наблюдаем, как компании, игнорирующие обновление парка оборудования в начале 2026 года, сталкиваются с невозможностью сертифицировать продукцию по новым экологическим стандартам Евразийского экономического союза.
Наша практика показывает, что выбор между дешевым аналогом и профессиональным решением часто определяется одним параметром: способностью валков поддерживать заданный фрикционный коэффициент при длительной нагрузке. Ошибка в выборе здесь стоит дорого. Один из наших клиентов, крупный производитель уплотнителей для электромобилей, потерял три месяца работы R&D отдела, пытаясь добиться однородности дисперсии на машине с люфтом подшипников более 0.05 мм. Они были вынуждены утилизировать 12 тонн дорогостоящего компаунда. Этот случай научил нас одному простому правилу: в лабораторных условиях стабильность механики важнее максимальной мощности двигателя.
Технические параметры, которые реально влияют на качество смеси
При изучении спецификаций большинство закупщиков смотрят на мощность двигателя и диаметр валков, считая эти цифры главными. Это фундаментальная ошибка. Реальное качество дисперсии наполнителей (сажи, диоксида кремния, графита для анодов) зависит от точности регулировки зазора и системы термостатирования. Современный лабораторный двухвалковый станок должен обеспечивать зазор от 0.1 мм до 15 мм с шагом регулировки не более 0.01 мм. Если производитель заявляет шаг 0.1 мм, для тонких пленок или высоковязких батарейных паст такое оборудование уже непригодно.
Система охлаждения также требует пристального внимания. В 2026 году стандартом де-факто стало использование спиральных каналов внутри валков, выполненных из легированной стали с хромовым покрытием твердостью не менее HRC 60. Обычная закалка поверхности не выдерживает абразивного воздействия современных композитов более 18 месяцев эксплуатации. Мы рекомендуем запрашивать у поставщика протокол испытаний на износостойкость. Отсутствие такого документа означает, что через два года вам придется менять валки, стоимость которых составляет до 60% цены всей машины.
Фрикционное отношение валков — еще один скрытый параметр. Для большинства резиновых смесей оптимальным считается соотношение скоростей 1:1.15–1:1.25. Однако при работе с некоторыми видами термопластичных эластомеров или переработке вторичного сырья это соотношение должно быть регулируемым в реальном времени. Стационарные редукторы ограничивают технологическую гибкость. Компании, внедряющие частотные преобразователи на каждый валок отдельно, получают возможность проводить эксперименты, недоступные конкурентам со стандартным приводом.
Критерии выбора для разных отраслей
- Резиновая промышленность: Требуется высокий крутящий момент на низких оборотах и усиленная система аварийной остановки. Критичен материал камеры смешения — он должен быть устойчив к агрессивным химическим добавкам.
- Производство аккумуляторов: Приоритет — абсолютная чистота процесса. Оборудование должно иметь конструкцию, исключающую попадание металлической стружки в продукт. Здесь незаменим лабораторный двухвалковый станок с полной защитой от пыли и возможностью легкой разборки для мойки без инструментов.
- Научные исследования: Нужна максимальная вариативность настроек. Возможность быстрой смены валков разной геометрии и подключение внешних датчиков давления и температуры напрямую в систему сбора данных.
Интеграция в производственную линию и роль комплексных решений
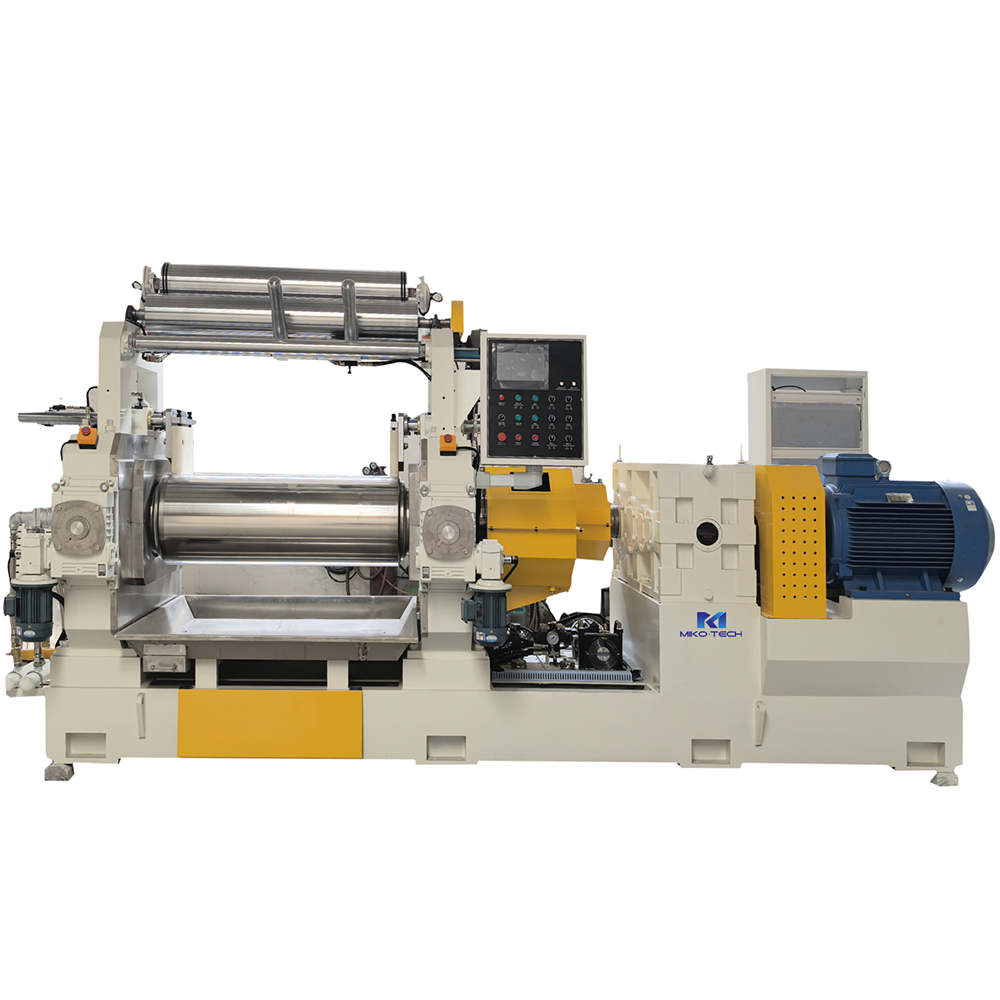
Лабораторное оборудование перестало быть изолированным островком. В 2026 году эффективность разработки напрямую зависит от того, насколько точно данные, полученные на малой установке, масштабируются на промышленную линию. Разрыв в параметрах между лабораторным миксером и производственным экструдером приводит к тому, что рецептура, идеальная в лаборатории, дает брак в цеху. Чтобы устранить этот разрыв, ведущие инженеры требуют идентичности профилей валков и логики нагрева на всех этапах.
Именно здесь проявляется ценность комплексного подхода. ООО Дунгуань Мико Технология Машиностроения специализируется на разработке и производстве испытательного и производственного оборудования, охватывающего полный цикл: от смешивания до экструзии и формования. Их двухвальцовые смесители спроектированы так, чтобы параметры процесса (температура, время пребывания, сдвиговое усилие) коррелировали с внутренними смесителями и экструдерами той же линейки. Это позволяет инженерам Miko-Tech предоставлять клиентам не просто набор станков, а единую экосистему, где данные лабораторных испытаний переносятся на мелкосерийное производство с погрешностью менее 3%.
Мы видели случаи, когда предприятия покупали лабораторный миксер у одного вендора, а экструдер — у другого. Результатом становилось месячное налаживание процессов и потерянные бюджеты на сырье. Использование оборудования от единого производителя, такого как Miko-Tech, устраняет проблему несовместимости интерфейсов управления и различий в тепловых профилях. Это особенно важно для производителей упаковочных материалов и изделий из резины, где переход от партии к партии должен быть бесшовным.
Стандарты безопасности и сертификация в 2026 году
Вопрос соответствия стандартам перестал быть формальностью. Таможенные органы стран ЕАЭС ужесточили контроль за ввозом промышленного оборудования. Теперь наличие сертификата EAC (Евразийское соответствие) является обязательным условием для запуска машины в эксплуатацию. Более того, новые правила требуют, чтобы электрошкафы оборудования имели степень защиты не ниже IP54 и были оснащены реле контроля фаз с функцией защиты от перенапряжения.
Особое внимание уделяется системам безопасности оператора. Старые модели с открытыми зубчатыми передачами больше не допускаются к использованию в сертифицированных лабораториях. Современный лабораторный двухвалковый станок должен быть оснащен двойной системой аварийной остановки: тросовой вдоль всей длины машины и кнопками на панелях управления. Также обязательным становится наличие защитных экранов, блокирующих запуск при открытии. Игнорирование этих требований может привести не только к штрафам, но и к приостановке деятельности предприятия после первой же проверки трудовой инспекции.
Сертификация ISO 9001 самого завода-производителя также играет роль. Она гарантирует, что каждый узел машины прошел входной контроль качества, а сборка велась по утвержденным технологическим картам. Покупая оборудование у сертифицированного производителя, вы получаете предсказуемый ресурс деталей. В нашей практике был случай, когда несертифицированный станок вышел из строя через 400 часов работы из-за использования подшипников низкого класса точности, хотя внешне машина выглядела внушительно.
Экономическое обоснование инвестиций
Многие руководители воспринимают покупку нового лабораторного оборудования как статью расходов, которую можно отложить. Однако расчет совокупной стоимости владения (TCO) говорит об обратном. Энергопотребление старых машин может превышать показатели новых моделей на 25-30% благодаря современным частотным приводам и улучшенной теплоизоляции камер. За пять лет эксплуатации экономия на электроэнергии полностью окупает разницу в цене между бюджетным и премиальным сегментом.
Кроме того, скорость проведения экспериментов напрямую влияет на time-to-market нового продукта. Если старый станок требует 40 минут на прогрев и настройку режима, а новый выходит на рабочий режим за 12 минут, то за смену лаборант может провести на 3-4 испытания больше. В пересчете на год это сотни дополнительных тестов и ускорение вывода продукции на рынок. Для компаний, работающих в сфере аккумуляторных материалов, где циклы разработки сокращаются, эта разница становится критическим конкурентным преимуществом.
Не стоит забывать и о ликвидности оборудования. Качественный лабораторный двухвалковый станок от известного бренда сохраняет остаточную стоимость на уровне 60-70% даже после 5 лет активной работы. Дешевые аналоги теряют в цене практически мгновенно, так как вторичный рынок не доверяет их надежности. Инвестиция в надежное оборудование — это страховка активов компании на случай реструктуризации или модернизации производства.
Часто задаваемые вопросы
Какой минимальный зазор между валками необходим для работы с наноматериалами?
Для эффективной дисперсии нанонаполнителей, таких как углеродные нанотрубки или графен, требуется зазор не более 0.05 мм. Большинство стандартных лабораторных машин имеют предел 0.1 мм, что недостаточно для разрушения агломератов на наноуровне. При выборе оборудования обязательно уточняйте класс точности шлифовки валков и наличие микрометрической системы регулировки. Без этого вы получите неоднородную смесь, которая не раскроет потенциал дорогих добавок.
Можно ли использовать один станок для резины и пластиков?
Теоретически да, но на практике это приводит к загрязнению партий и снижению качества. Резиновые смеси часто содержат серу и ускорители вулканизации, которые могут катализировать деградацию термопластов. Если вам необходимо работать с обоими типами материалов, мы настоятельно рекомендуем либо иметь две отдельные машины, либо выбирать модель с быстросъемными валками и камерой, позволяющую проводить полную замену контактирующих элементов за 15-20 минут. Компромиссные решения обычно приводят к браку.
Каков реальный срок службы валков при интенсивной эксплуатации?
При работе с абразивными наполнителями (сажа, минеральные порошки) ресурс валков из легированной стали с твердым хромовым покрытием составляет от 15 000 до 20 000 моточасов до необходимости наплавки или замены. Если производитель обещает 50 000 часов без обслуживания — это маркетинговое преувеличение. Реальный срок зависит от регулярности обслуживания системы охлаждения и отсутствия перегрева. Перегрев выше 120°C резко снижает твердость поверхностного слоя и ускоряет износ в разы.
Требуется ли специальное обучение для операторов?
Да, работа на современном оборудовании требует квалификации. Ошибки в последовательности загрузки компонентов или неправильный выбор температурного профиля могут вывести машину из строя или испортить дорогостоящее сырье. Ведущие поставщики, включая Miko-Tech, обязаны включать в контракт программу обучения персонала. Это не формальность, а необходимость: неподготовленный оператор может сломать редуктор за один неверный маневр при заклинивании смеси.
Выбор правильного оборудования сегодня определяет позицию вашей компании на рынке завтра. Не позволяйте устаревшим технологиям тормозить ваши инновации. Лабораторный двухвалковый станок — это сердце вашего исследовательского центра, и оно должно биться в ритме современных требований. Мы готовы помочь вам подобрать конфигурацию, которая идеально решит ваши задачи, будь то разработка новых компаундов или контроль качества входящего сырья.
Свяжитесь с нами сегодня, чтобы получить детальный технический аудит ваших потребностей и коммерческое предложение на оборудование, соответствующее стандартам 2026 года. каталог испытательного оборудования для полимеров




-


-


-


-


whatsapp

-
WeChat
