

Резиновые vs Пластиковые двухвалковые мельницы: что выбрать?
2026-06-02
Выбор между резиной и пластиком: почему материал валков определяет судьбу вашей лаборатории
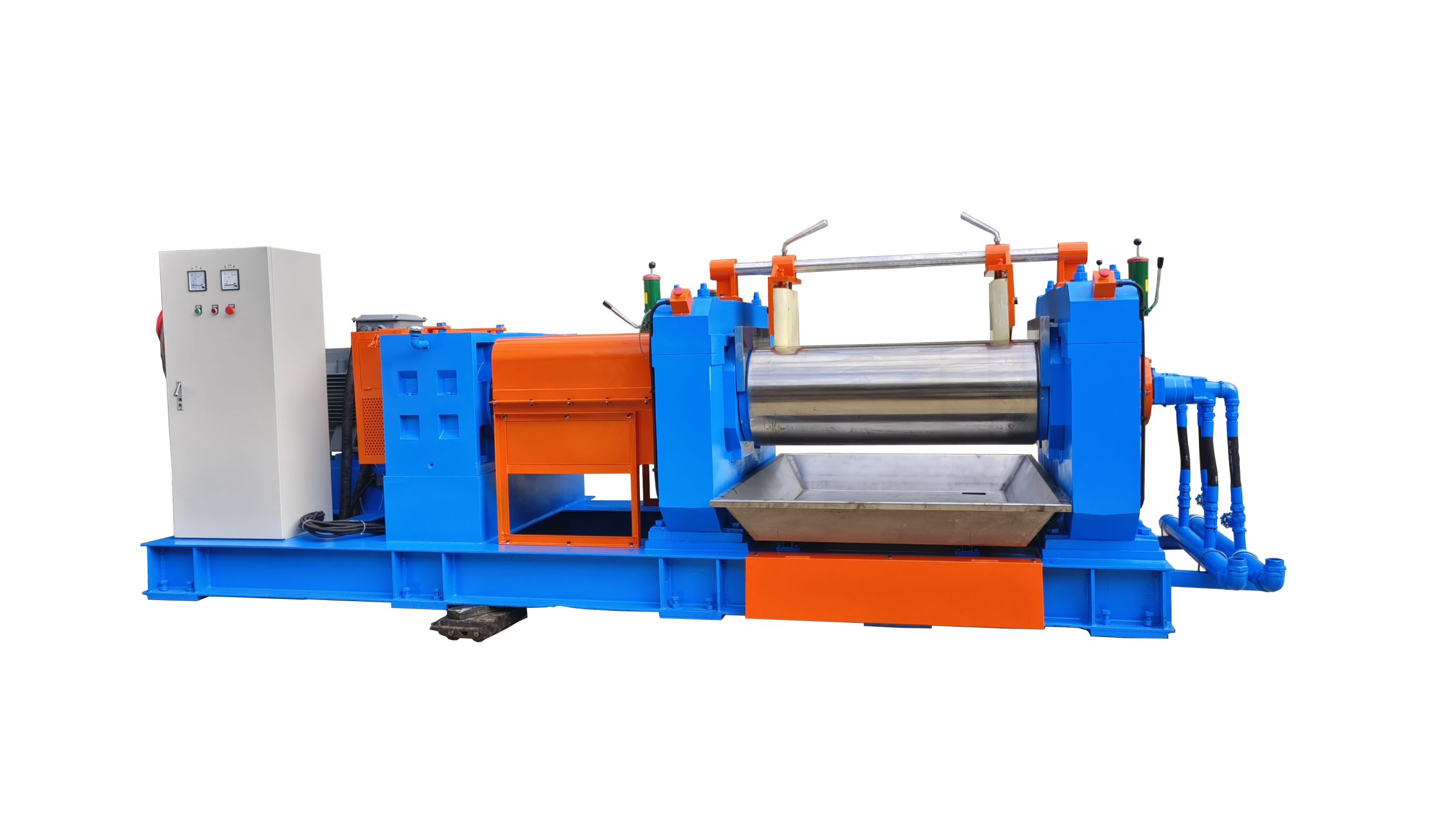
Когда инженер-технолог стоит перед задачей закупить лабораторный двухвалковый стан, первый вопрос, который он должен задать себе — не о мощности двигателя или ширине валков, а о материале их покрытия. Ошибка на этом этапе стоит дороже, чем переплата за бренд оборудования. В нашей практике был случай, когда исследовательский центр купил дешевую машину с пластиковыми валами для тестирования высокотемпературных компаундов. Через три месяца поверхность валков пошла микротрещинами из-за теплового расширения, и весь проект по разработке новой шины для электромобилей пришлось заморозить на полгода. Резиновые и пластиковые (часто это композитные материалы или тефлоновые покрытия) валки — это не просто альтернативные опции, это инструменты для принципиально разных задач.
Решение зависит от того, что именно вы будете делать: смешивать агрессивные химические добавки при 180°C или готовить тонкие пленки для упаковки при комнатной температуре. Если ваша цель — классическая резиносмесительная лаборатория, где важны сцепление материала с валком и работа с вязкими массами, резиновое покрытие остается золотым стандартом. Однако, если речь идет о чистоте процесса, работе с чувствительными к загрязнению полимерами или необходимости минимизировать время очистки между циклами, современные пластиковые решения могут оказаться эффективнее. Компания ООО Дунгуань Мико Технология Машиностроения, специализирующаяся на полном цикле оборудования от смешивания до экструзии, часто сталкивается с тем, что клиенты выбирают материал валков, исходя из устаревших представлений, игнорируя специфику своих новых материалов, таких как электролиты для аккумуляторов.
Физика процесса: как материал валка влияет на дисперсию и температуру
Главное различие кроется в теплопроводности и коэффициенте трения. Резиновые валки, особенно с шероховатой поверхностью, обеспечивают высокое трение. Это критически важно для захвата материала. Когда вы загружаете холодный каучук в лабораторный двухвалковый стан с резиновым покрытием, материал «прилипает» к одному из валков (обычно к быстроходному), формируя непрерывный валик. Без этого эффекта смесь просто проваливалась бы вниз, не подвергаясь сдвигу. Мы видели данные испытаний, где эффективность дисперсии сажи в резине на покрытых валках была на 15-20% ниже, чем на классических металлических или резиновых, просто потому что материал скользил, а не сминался.
С другой стороны, пластиковые покрытия (например, на основе PTFE или специальных композитов) обладают низкой поверхностной энергией. Материал к ним не липнет. Это палка о двух концах. С одной стороны, это идеально для материалов, которые склонны к деградации при перегреве или требуют абсолютной чистоты. С другой стороны, оператору приходится вручную помогать материалу захватываться валками, что снижает безопасность и воспроизводимость эксперимента. Важно понимать: температура поверхности валка при работе с резиновым покрытием может локально повышаться быстрее из-за трения, тогда как пластиковые валки часто лучше рассеивают тепло или требуют активного охлаждения водой, чтобы избежать плавления самого покрытия.
Вот конкретный пример из нашей работы с клиентами, производящими мембраны для топливных элементов. Им требовалась идеальная гладкость поверхности пленки. Использование традиционных стальных валков оставляло микроцарапины, а резиновые могли передать часть своего наполнителя в образец. Решение с использованием специализированных полимерных валков позволило получить поверхность с шероховатостью Ra менее 0.2 мкм. Но тот же самый станок оказался бесполезен, когда этот же клиент попытался на нем смешать жесткий ПВХ с большим количеством мела — смесь просто рассыпалась, не образуя монолит.
Сравнительный анализ: резиновые против пластиковых валков в реальных условиях
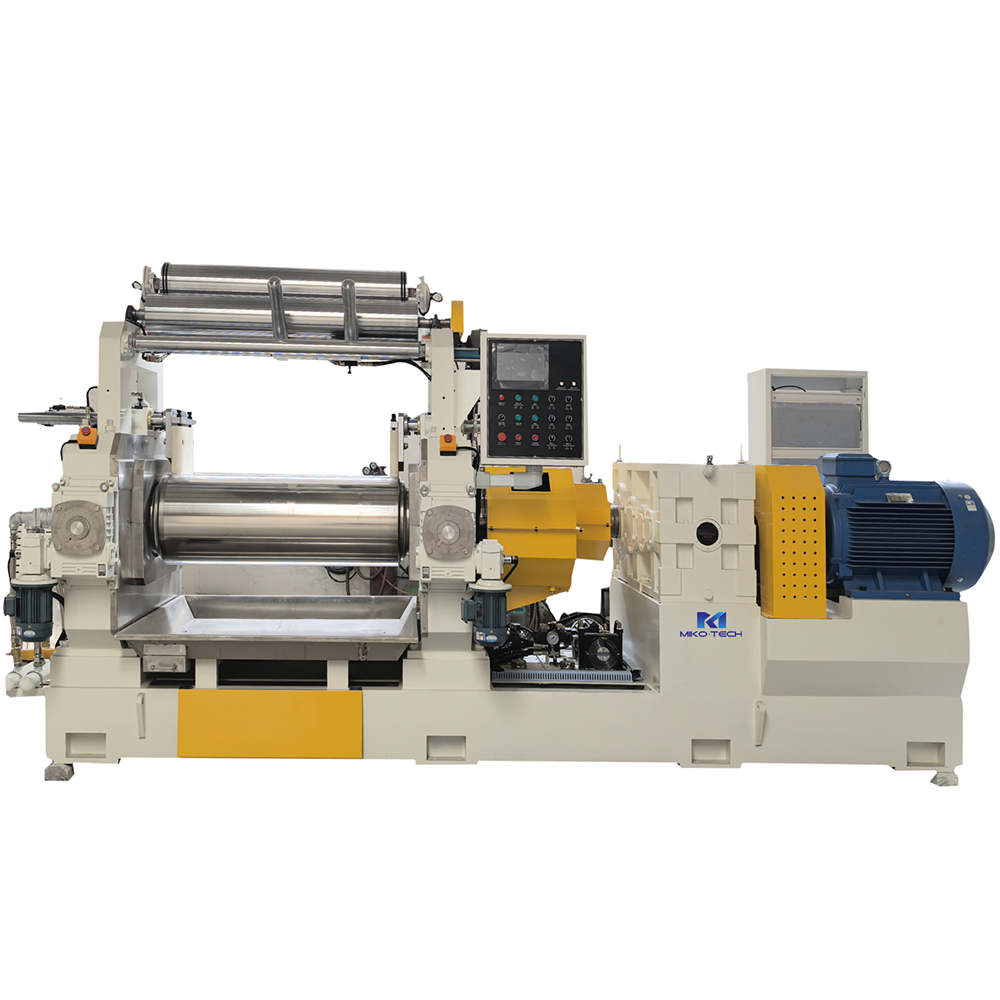
Чтобы принять взвешенное решение, нельзя полагаться на маркетинговые брошюры. Нужно смотреть на сухие цифры и условия эксплуатации. Ниже приведена таблица, составленная на основе технических спецификаций оборудования Miko-Tech и отзывов эксплуатантов из России и СНГ, работающих по стандартам ГОСТ и ISO.
| Параметр сравнения | Резиновые валки (Классические/Покрытые) | Пластиковые/Композитные валки |
|---|---|---|
| Коэффициент трения | Высокий (0.6–0.8). Обеспечивает отличный захват вязких материалов без проскальзывания. | Низкий (0.1–0.3). Требует предварительного нагрева материала или ручной подачи для захвата. |
| Температурный режим | Рабочий диапазон до 120-140°C (зависит от типа резины). При превышении возможно размягчение покрытия. | Широкий диапазон. Некоторые композиты держат до 200°C, но есть риск хрупкости при низких температурах. |
| Чистота смеси | Риск миграции компонентов резины в тестируемый образец (особенно при высоких температурах). | Инертность. Идеально для пищевых полимеров, медицинских материалов и чистых химических реакций. |
| Очистка и обслуживание | Сложная очистка. Материал прилипает намертво, требуется использование растворителей или механическая чистка, что изнашивает покрытие. | Легкая очистка. Антиадгезионные свойства позволяют снимать остатки материала простым скребком или продувкой. |
| Срок службы | 1-3 года при интенсивной нагрузке. Подвержены старению, озонному растрескиванию и механическим порезам. | 3-5 лет и более. Устойчивы к химической коррозии, но боятся точечных ударов твердыми включениями. |
| Стоимость владения | Ниже начальная цена, но выше затраты на замену и простой при обслуживании. | Выше начальная цена (на 30-40%), но ниже операционные расходы за счет долговечности и скорости смены партий. |
Обратите внимание на пункт о чистоте смеси. Для лабораторий, аккредитованных по ISO 17025, это критический фактор. Если вы тестируете рецептуру для медицинской перчатки, попадание частиц серы или ускорителей вулканизации со старого резинового валка в новый образец сделает результаты испытаний невалидными. В этом случае переплата за пластиковый вариант окупается после первых пяти неудачных тестов на «грязном» оборудовании. С другой стороны, если вы отрабатываете технологию вулканизации шинного протектора, вам нужно именно то поведение материала, которое дает резина — высокое трение и нагрев за счет сдвига.
Сценарии применения: когда какой тип выбирать без компромиссов
Не существует универсального ответа, но есть четкие границы применимости. Давайте разберем три типичных сценария, с которыми сталкиваются наши партнеры.
Сценарий 1: Разработка компаундов для кабельной изоляции и шин.
Здесь безальтернативно побеждают резиновые валки. Процесс требует интенсивного механического воздействия, чтобы разбить агломераты технического углерода. Пластиковый валок просто не создаст необходимого сдвигового усилия. Более того, рабочая температура часто достигает 100-110°C, что находится на пределе для многих пластиковых покрытий, но является штатным режимом для термостойких резиновых смесей. Один из наших клиентов, завод в Татарстане, пытался использовать композитные валки для экономии времени на очистку, но столкнулся с тем, что дисперсия наполнителя ухудшилась на 12%, что привело к снижению прочности готового изделия на разрыв.
Сценарий 2: Лаборатория полимеров для упаковки и пищевых пленок.
Для полиэтилена (PE), полипропилена (PP) и биоразлагаемых пластиков пластиковый лабораторный двухвалковый стан — лучший выбор. Эти материалы часто перерабатываются при температурах, близких к точке деградации покрытия резины. Кроме того, частая смена цветов и добавок (мастербatches) требует мгновенной очистки. На резиновых валках переход с черного цвета на прозрачный занимает 40 минут активной чистки. На пластиковых — 5 минут. Это повышает пропускную способность лаборатории в разы. Оборудование Miko-Tech в этой конфигурации часто поставляется с системой быстрого зажима валков, что еще больше ускоряет процесс.
Сценарий 3: Исследования в области аккумуляторных батарей.
Это новая и быстрорастущая ниша. При производстве электродных масс и сепараторов критически важна химическая инертность. Любые выделения из материала валков могут загрязнить электролит или активную массу. Здесь мы рекомендуем специализированные керамические или усиленные пластиковые покрытия. Стандартные резиновые валки здесь неприменимы из-за риска химического взаимодействия с растворителями (NMP, вода), используемыми в процессе. Компания ООО Дунгуань Мико Технология Машиностроения разработала специальные линии для этой отрасли, где двухвалковые мельницы интегрированы в замкнутый контур с контролем влажности и температуры, исключающий любое внешнее загрязнение.
Технические нюансы эксплуатации и скрытые риски
Даже выбрав правильный материал, можно столкнуться с проблемами, если не учесть особенности эксплуатации. Многие покупатели смотрят только на диаметр валков и мощность двигателя, забывая о системе термостатирования. Для пластиковых валков наличие точного чиллера обязательно. Перегрев пластика ведет не только к повреждению покрытия, но и к изменению геометрии валка из-за разного коэффициента теплового расширения сердцевины и покрытия. Мы фиксировали случаи, когда зазор между валками «уплывал» на 0.1 мм после часа работы на предельных температурах, что делало невозможным получение пленки заданной толщины.
Еще один важный момент — ремонтability. Если вы повредили резиновый валок (порезали ножом при съеме листа), его часто можно восстановить вулканизацией или заменой бандажа прямо на месте, хотя качество поверхности может немного пострадать. Повреждение пластикового покрытия, как правило, требует полной замены валка или дорогостоящей заводской переточки. Это означает простой оборудования на 2-3 недели, пока идет поставка запчасти из Китая. Поэтому при закупке партии оборудования всегда заказывайте один комплект запасных валков. Это правило, которое спасает производство от простоев.
Также стоит упомянуть стандарты безопасности. Оборудование, поставляемое в РФ и страны ЕАЭС, должно соответствовать требованиям ТР ТС 010/2011 «О безопасности машин и оборудования». Независимо от материала валков, машина должна иметь аварийную остановку (тросовую или педаль), защиту от непреднамеренного запуска и экранирование зоны трения. В моделях Miko-Tech эти требования реализованы через дублированные системы блокировки, что подтверждается сертификатом EAC. Игнорирование этого аспекта при выборе «дешевого аналога» без документов может привести к штрафам при первой же проверке трудовой инспекции.
Часто задаваемые вопросы
Можно ли заменить резиновые валки на пластиковые на уже имеющемся станке?
Технически это возможно только если конструкция станка предусматривает быстросъемные валки и имеет систему охлаждения, способную работать в расширенном диапазоне температур. Однако, чаще всего требуется модернизация подшипниковых узлов и редуктора, так как крутящий момент для пластиковых валков может отличаться. Мы не рекомендуем делать такую замену самостоятельно без консультации с инженером завода-производителя, так как это аннулирует гарантию.
Какой срок гарантии на покрытие валков?
Стандартная гарантия на оборудование составляет 12 месяцев, но на расходные элементы, к которым относятся покрытия валков, она может быть ограничена 6 месяцами или нормируемым ресурсом (например, 2000 часов наработки). Гарантия не покрывает повреждения, вызванные нарушением температурного режима или попаданием металлического мусора в зону вальцевания.
Влияет ли материал валков на энергопотребление машины?
Да, влияет косвенно. Из-за большего коэффициента трения резиновые валки требуют большего крутящего момента для проворота той же массы материала, что увеличивает нагрузку на двигатель на 10-15%. Пластиковые валки облегчают процесс вращения, но могут потребовать больше энергии на систему охлаждения, если процесс идет при высоких температурах.
Итоговая рекомендация: как сделать правильный выбор сегодня
Подводя итог, выбор между резиновыми и пластиковыми валками — это выбор между производительностью смешения и чистотой процесса. Если ваш приоритет — качественная дисперсия наполнителей в резине и вы работаете с классическими рецептурами, выбирайте проверенные временем резиновые валки. Если же вы работаете с чувствительными полимерами, часто меняете цвета или занимаетесь высокотехнологичными материалами для медицины и энергетики, инвестиция в пластиковые или композитные решения окупится скоростью работы и качеством образцов.
Не забывайте, что лабораторный двухвалковый стан — это сердце вашей разработки. Ошибка в выборе инструмента может исказить результаты исследований и привести к выпуску бракованной продукции в серийном производстве. Специалисты ООО Дунгуань Мико Технология Машиностроения готовы провести аудит ваших задач и предложить конфигурацию, которая идеально подойдет под ваши материалы, будь то внутренний смеситель для грубой подготовки или прецизионная мельница для финишных тестов. Мы предоставляем не просто железо, а технологическую поддержку на всех этапах: от монтажа до настройки режимов вальцевания.
Если вы сомневаетесь, какой вариант подойдет для вашего конкретного случая, лучше запросить тестовый прогон материала. Отправьте нам образец вашего компаунда, и мы продемонстрируем результат на оборудовании с разным типом покрытия. Это единственный способ увидеть разницу своими глазами, а не на словах. Свяжитесь с нами сегодня, чтобы обсудить детали вашего проекта и получить индивидуальное коммерческое предложение с учетом доставки и таможенного оформления в ваш регион.




-


-


-


-


whatsapp

-
WeChat
