

OEM мини двухвалковый стан Завод изготовитель
2026-05-22
- Почему лабораторный двухвалковый стан — критическое звено в разработке новых материалов
- Технические параметры, влияющие на воспроизводимость результатов
- Интеграция в технологическую цепочку: от лаборатории до пилотной линии
- Стандарты безопасности и соответствие международным нормам
- Типичные ошибки при эксплуатации и методы их устранения
- Как выбрать надежного поставщика: чек-лист для закупщика
- Часто задаваемые вопросы
- Заключение и следующий шаг
Почему лабораторный двухвалковый стан — критическое звено в разработке новых материалов
Выбор правильного оборудования для смешивания полимеров определяет не только качество конечного продукта, но и скорость выхода на рынок. Лабораторный двухвалковый стан является фундаментальным инструментом для исследования реологии, дисперсии наполнителей и подбора рецептур в резинотехнической и пластмассовой отраслях. В нашей практике мы наблюдали случаи, когда компании экономили на точности зазора валков при закупке тестового оборудования, что приводило к невозможности масштабирования рецептуры на промышленные линии. Ошибка в 0,1 мм на этапе лаборатории оборачивалась потерей тонн сырья на производстве. Эта статья поможет вам избежать подобных рисков, предоставив технические критерии выбора, основанные на реальном опыте эксплуатации и требованиях международных стандартов.
Рынок испытательного оборудования перенасыщен предложениями, но лишь единицы производителей понимают разницу между «просто смесителем» и прецизионным инструментом для R&D. Мы не будем использовать общие фразы о «высоком качестве». Вместо этого мы разберем конкретные параметры: соотношение скоростей валков, систему охлаждения, материал рабочей поверхности и требования безопасности по ГОСТ и CE. Если вы планируете закупать оборудование для испытаний аккумуляторных материалов или специальных эластомеров, эти данные станут основой вашего технического задания.
Технические параметры, влияющие на воспроизводимость результатов
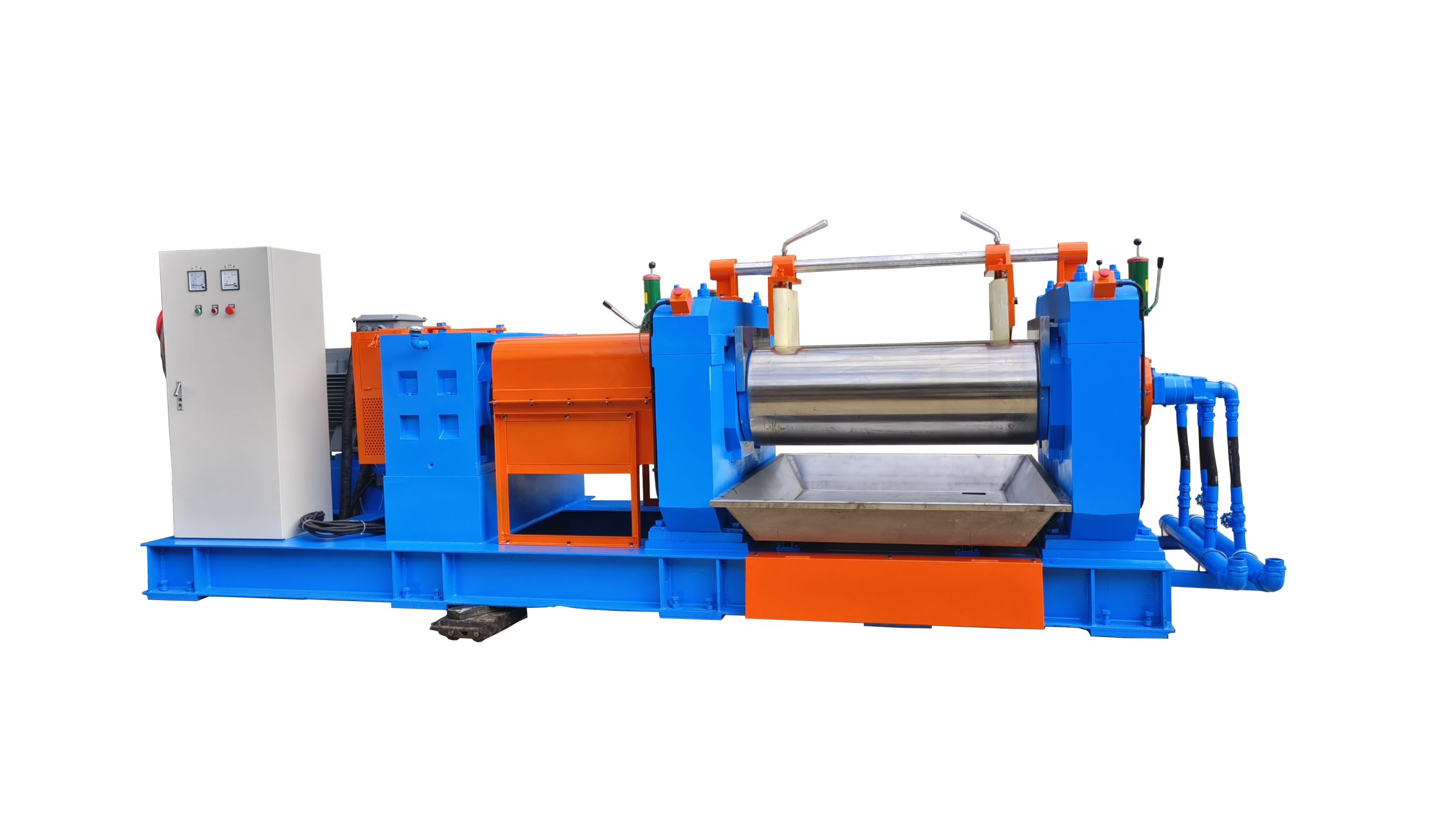
Главная задача лабораторного миксера — обеспечить полную воспроизводимость процесса смешивания. Это означает, что рецепт, отработанный на малом образце, должен идеально ложиться на промышленную партию. Ключевым параметром здесь является не мощность двигателя, а точность регулировки зазора между валками и стабильность температуры.
Соотношение скоростей вращения валков (фрикция) обычно составляет 1:1,15 или 1:1,25. Почему это важно? Разница скоростей создает сдвиговое усилие, необходимое для разрушения агломератов наполнителя (сажи, диоксида кремния, графита для батарей). Если фрикция подобрана неверно, материал будет просто проворачиваться между валками без эффективного диспергирования. В одном из проектов для клиента, производящего композиты для электромобилей, мы столкнулись с ситуацией, когда стандартная фрикция 1:1,1 не позволяла равномерно распределить проводящие добавки. Замена шестерен на блок с соотношением 1:1,25 решила проблему, повысив электропроводность образца на 18% без изменения химического состава смеси.
Система терморегулирования заслуживает отдельного внимания. При интенсивном смешивании температура материала может расти со скоростью 3-5°C в минуту. Без эффективного отвода тепла начинается преждевременная вулканизация (для резины) или деградация полимера. Качественный лабораторный двухвалковый стан обязан поддерживать температуру валков с точностью до ±1°C. Мы рекомендуем обращать внимание на конструкцию каналов охлаждения внутри валков. Простое сверление отверстий часто приводит к неравномерному охлаждению по длине вала, что вызывает локальные перегревы. Лучшим решением является спиральная нарезка каналов, обеспечивающая турбулентный поток теплоносителя.
Материал валков также диктует долговечность и чистоту эксперимента. Для агрессивных сред и абразивных наполнителей необходима закаленная сталь с твердостью поверхности не менее HRC 60-65. Покрытие хромом или никелем снижает адгезию материала и упрощает очистку между циклами. Однако есть нюанс: для некоторых специфических клеевых составов хромированная поверхность может быть слишком скользкой, требуя специальной текстурированной обработки. Всегда уточняйте у поставщика возможность замены или модификации покрытия валков под ваши задачи.
Сравнительная таблица характеристик для разных классов оборудования
| Параметр | Бюджетный сегмент (Китай/Индия масс-маркет) | Премиум сегмент (Европа/Специализированные заводы) | Влияние на результат |
|---|---|---|---|
| Точность зазора | ±0,2 мм (ручная регулировка) | ±0,01 мм (моторизированная с энкодером) | Определяет однородность толщины листа и степень сдвига |
| Стабильность температуры | ±3-5°C | ±0,5-1°C | Критично для предотвращения подвулканизации или деградации |
| Материал валков | Легированная сталь, поверхностная закалка | Центробежно-литой чугун или биметалл с высоким содержанием хрома | Износостойкость при работе с абразивами (сажа, стекловолокно) |
| Система безопасности | Механический тормоз, трос аварийной остановки | Дублированные датчики, автоматический реверс при перегрузке | Защита оператора и сохранность оборудования при заклинивании |
| Управление | Аналоговые панели, ручные тумблеры | PLC контроллер, сенсорный экран, запись протокола процесса | Возможность сохранения рецептур и аудита качества |
При выборе поставщика обязательно запрашивайте протокол калибровки температурных датчиков и сертификат на металл валков. Отсутствие этих документов часто свидетельствует о том, что производитель использует переработанный металл или упрощенную систему контроля качества. Помните: экономия на этапе закупки тестового оборудования многократно возрастает при переходе на серийное производство из-за брака.
Интеграция в технологическую цепочку: от лаборатории до пилотной линии
Лабораторное оборудование не должно существовать в вакууме. Оно является первым звеном в цепочке, которая ведет к полномасштабному производству. Эффективность НИОКР напрямую зависит от того, насколько легко данные, полученные на малом образце, транслируются на большие объемы. Здесь на первый план выходит концепция масштабируемости.
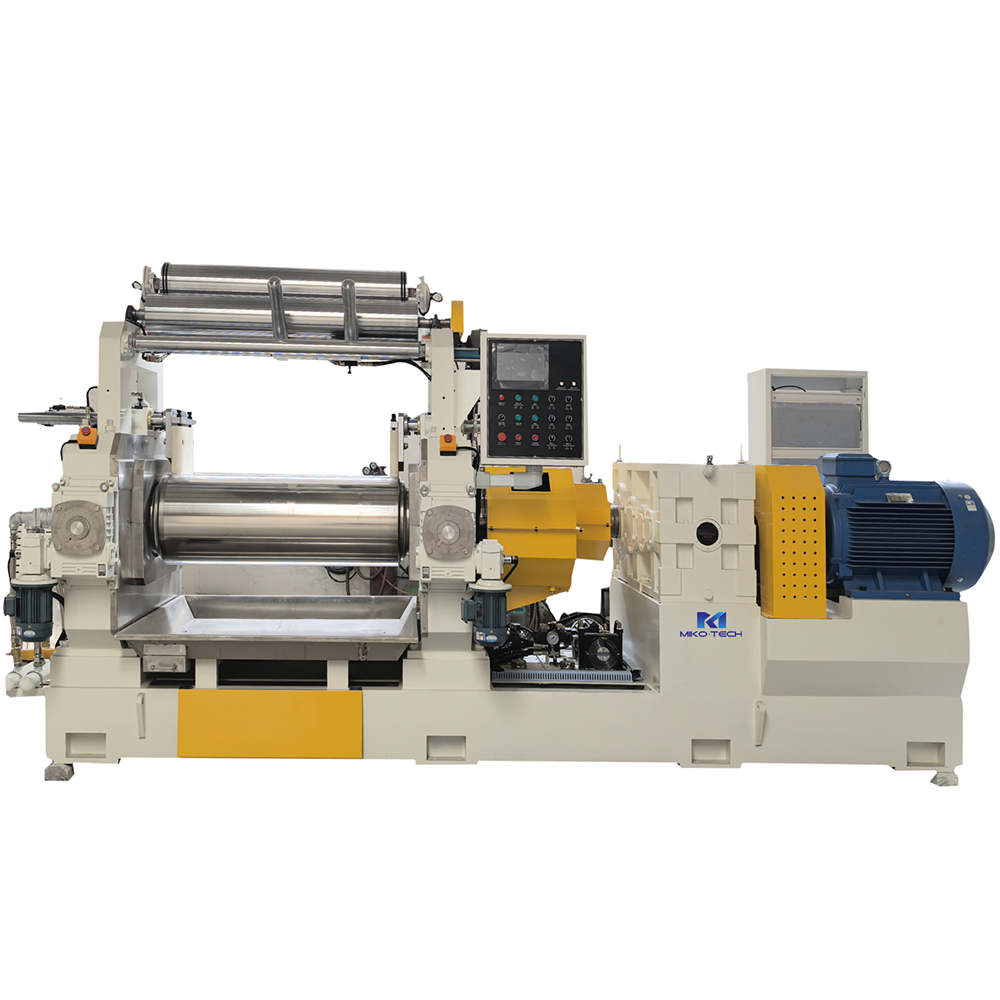
Компания ООО Дунгуань Мико Технология Машиностроения (Miko-Tech) реализует подход, при котором лабораторные двухвалковые смесители проектируются с учетом геометрии и режимов работы промышленных линий. Это позволяет инженерам отрабатывать рецептуры в условиях, максимально приближенных к будущему серийному выпуску. Такое оборудование охватывает полный технологический цикл: от смешивания и экструзии до формования и температурного контроля. Когда вы используете согласованную линейку оборудования, вы исключаете переменные, связанные с различием в механике процессов.
Рассмотрим пример из практики производства материалов для литий-ионных аккумуляторов. При создании катодных масс критически важна однородность распределения активного вещества и связующего. На обычном лабораторном миксере часто невозможно добиться той же степени дисперсии, что на промышленном экструдере, из-за различий в профиле сдвига. Специализированные решения, предлагаемые для таких задач, включают возможность подключения дополнительных модулей вакуумирования прямо в зону смешения. Это удаляет воздух и летучие вещества, предотвращая образование пор в конечном продукте. Один из наших партнеров, научный институт в сфере энергетики, сократил время подбора оптимального состава электролита на 40% именно благодаря использованию установки с функцией дегазации на этапе лабораторного теста.
Важным аспектом является также возможность быстрой переналадки. В современных условиях заказчики часто требуют мелкосерийного выпуска разнообразных продуктов. Оборудование должно позволять менять рецептуру за 15-20 минут, включая полную очистку валков и изменение температурного режима. Механизмы быстрого разъема подшипниковых узлов и доступ к рабочей камере без использования сложного инструмента становятся решающим фактором при выборе. Если очистка занимает час, ваша лаборатория превращается в bottleneck (узкое место) всего предприятия.
Стандарты безопасности и соответствие международным нормам
Работа с двухвалковыми машинами сопряжена с высокими рисками травматизма. Сила сжатия в nip-point (точке схода валков) может достигать нескольких тонн, что делает любое нарушение техники безопасности фатальным. Поэтому соответствие стандартам — это не просто бюрократия, а необходимость.
Для рынка России и стран ЕАЭС обязательным является наличие сертификата ЕАС (Евразийское соответствие), подтверждающего соблюдение технических регламентов ТР ТС 010/2011 «О безопасности машин и оборудования». Европейский рынок требует маркировки CE и соблюдения директивы 2006/42/EC. Ключевые элементы безопасности включают:
- Аварийный стоп-трос: Должен проходить вдоль всей передней панели машины. При натяжении троса в любой точке двигатель должен останавливаться мгновенно, а тормоз активироваться менее чем за 0,5 секунды.
- Защита от перегрузки: Электронные датчики момента должны отслеживать сопротивление вращению валков. При заклинивании посторонним предметом система должна автоматически включить реверс, чтобы освободить захват.
- Тепловая защита: Датчики температуры подшипников и редуктора предотвращают выход из строя дорогостоящих узлов при отказе системы охлаждения.
Мы сталкивались с инцидентами, когда дешевое оборудование не имело дублирования цепи аварийной остановки. В случае обрыва одного контакта оператор оставался беззащитным перед движущимися механизмами. При приемке оборудования всегда проводите тест функциональной безопасности: нажмите кнопку стопа во время работы на холостом ходу и замерьте время полной остановки. Если оно превышает 1 секунду — оборудование не соответствует современным нормам.
Кроме того, обратите внимание на эргономику. Высота загрузки материала должна соответствовать антропометрическим данным операторов вашей страны. Слишком высокая загрузочная камера приводит к быстрому утомлению персонала и увеличивает риск ошибок при дозировании компонентов. Регулируемые платформы или встроенные ступени являются признаком продуманного дизайна.
Типичные ошибки при эксплуатации и методы их устранения
Даже самое совершенное оборудование может выдавать плохие результаты при неправильной эксплуатации. Анализ сервисных заявок показывает, что 70% проблем связаны не с поломкой узлов, а с нарушением технологической дисциплины.
Ошибка №1: Нарушение последовательности загрузки. Многие операторы загружают все компоненты сразу. Это грубое нарушение. Полимеры и наполнители должны вводиться порционно согласно карте смешения. Сначала вводится полимер для образования «банана» на валках, затем малыми дозами — наполнители и масла. Попытка загрузить всю сажу одним ковшом приводит к образованию «сухих» комков, которые практически невозможно разбить без длительного перегрева материала, что портит его свойства.
Ошибка №2: Игнорирование предварительного нагрева. Запуск холодных валков недопустим. Резина или пластик при контакте с холодным металлом затвердевают и создают экстремальную нагрузку на редуктор. Кроме того, холодный материал плохо смачивает валки, соскальзывая в камеру. Всегда прогревайте валки до рабочей температуры (обычно 40-60°C для начала) перед загрузкой первой партии. Используйте встроенные ТЭНы или циркуляцию горячей воды заранее.
Ошибка №3: Работа с чрезмерно широким зазором. Стремление увеличить производительность путем установки максимального зазора приводит к падению сдвиговых усилий. Материал просто циркулирует, не смешиваясь. Оптимальный зазор обычно составляет 1-3 мм в зависимости от вязкости материала. Если вы видите, что материал не «обнимает» один из валков, а рвется на куски — скорее всего, зазор слишком велик или температура подобрана неверно.
Регулярное техническое обслуживание — залог долгой жизни машины. Смазка подшипников должна проводиться строго по регламенту, указанному в паспорте. Использование несоответствующего типа смазки (например, обычной литиевой вместо высокотемпературной синтетической) приводит к вытеканию смазки в рабочую камеру и загрязнению продукта. Мы рекомендуем вести журнал обслуживания, где фиксируются даты замены масла в редукторе и состояние уплотнений валков.
Как выбрать надежного поставщика: чек-лист для закупщика
Рынок предлагает сотни вариантов, но найти партнера, способного обеспечить поддержку на протяжении всего жизненного цикла оборудования, сложно. Цена покупки — это лишь верхушка айсберга. Основные затраты приходятся на эксплуатацию, ремонты и простои.
При оценке поставщика задайте следующие вопросы:
- Есть ли у них собственное конструкторское бюро? Заводы-сборщики, покупающие узлы у третьих лиц, не смогут оперативно решить проблему с адаптацией машины под ваш специфический процесс. Инженеры должны понимать физику процесса смешивания.
- Каков срок поставки запасных частей? Уточните наличие склада запчастей в вашем регионе или логистические маршруты. Ожидание подшипника из Китая в течение 3 недель может парализовать работу лаборатории.
- Предоставляют ли они пусконаладочные работы и обучение? Квалифицированный персонал — половина успеха. Поставщик должен не просто привезти ящик, но и научить ваших технологов работать на нем, настроить первые рецептуры.
- Есть ли референс-лист в вашей отрасли? Попросите контакты клиентов, которые используют аналогичное оборудование для схожих материалов. Звонок действующему пользователю даст больше информации, чем любая брошюра.
Комплексные решения от таких компаний, как Miko-Tech, включающие не только сами смесители, но и вспомогательное оборудование (дробилки, холодильные машины, прессы для вулканизации), упрощают взаимодействие. Единый поставщик несет ответственность за весь технологический передел, что снимает с вас головную боль по стыковке интерфейсов и гарантийным спорам между разными вендорами.
Часто задаваемые вопросы
Какова минимальная навеска для лабораторного двухвалкового стана?
Минимальная навеска зависит от размера валков и обычно составляет от 1 до 5 кг для стандартных лабораторных моделей (размер валков 160×320 мм или 200×450 мм). Работать с меньшим объемом не рекомендуется, так как материал не сможет сформировать устойчивый «банан» на валках, что приведет к нестабильному смешиванию и перегреву. Для микро-доз существуют специализированные мини-станы с навеской от 50 грамм, но их конструкция существенно отличается.
Можно ли использовать лабораторный стан для мелкосерийного производства?
Да, это возможно, но с ограничениями. Лабораторные машины предназначены для циклической работы. Если ваша задача — выпуск партий по 5-10 кг для отправки образцов клиентам или проведения натурных испытаний, то двухвалковый стан справится. Однако для непрерывного производства он не подходит из-за ручной выгрузки и ограниченной производительности (обычно 10-20 циклов в час). Для мелкосерийного производства лучше рассмотреть небольшие экструзионные линии.
Какой тип привода лучше: частотный или механический?
Для современных лабораторий безусловным лидером является частотный привод (инвертор). Он позволяет плавно регулировать скорость вращения валков в широком диапазоне, что необходимо для исследования реологических свойств материала при разных скоростях сдвига. Механические коробки передач имеют фиксированные ступени скорости и сложнее в обслуживании. Частотник также обеспечивает мягкий пуск, снижая пиковые нагрузки на электросеть и механику.
Требуется ли водяное охлаждение обязательно?
Да, для большинства полимеров и резин водяное охлаждение обязательно. Воздушного охлаждения недостаточно для отвода тепла, генерируемого при трении и внутреннем сдвиге материала. Температура валков должна поддерживаться в узком коридоре. Исключение составляют некоторые процессы холодной пластикации, но даже там контроль температуры важен. Подключение к системе чиллера или центральной магистрали технической воды является стандартным требованием.
Заключение и следующий шаг
Инвестиции в качественный лабораторный двухвалковый стан — это вклад в надежность ваших будущих продуктов. Правильно подобранное оборудование позволяет сократить время разработки, минимизировать риски при масштабировании и обеспечить безопасность персонала. Не позволяйте бюджетным ограничениям компрометировать качество ваших исследований. Ошибки, допущенные на этапе лаборатории, стоят дороже всего.
Если вы готовы обсудить технические детали вашего проекта, подобрать конфигурацию под специфические материалы или получить коммерческое предложение с учетом доставки и пусконаладки, наша команда инженеров готова помочь. Мы понимаем нюансы работы с резиной, пластиками и композитами для новой энергетики.
Свяжитесь с нами сегодня для консультации и получения детальной спецификации. Пусть ваше производство начинается с точных данных и надежного оборудования.




-


-


-


-


whatsapp

-
WeChat
